





Огнепреградители и искрогасители
Вот смотрю я иногда на эти устройства — ну знаете, те самые огнепреградители и искрогасители — и думаю: сколько людей до сих пор считает их формальностью, ?галочкой? для проверяющих. Мол, поставил цилиндр на выхлоп или на линию пневмотранспорта, и всё. А потом удивляются, откуда возгорание в фильтре или, не дай бог, в самом бункере. На деле же это не просто кусок металла с сеткой, а расчётная вещь, причём расчёт часто зависит от того, с чем именно работаешь. Пыль древесная, мука, металлическая стружка, химический порошок — у каждой свои капризы.
Где чаще всего ошибаются с выбором
Самый частый промах — ставят что попало, лишь бы паспортные данные по размеру патрубка подходили. Но ключевой параметр — это класс взрывоопасности зоны и дисперсность частиц. Помню случай на одном из деревообрабатывающих комбинатов: поставили стандартный сетчатый искрогаситель на циклон после сушилки. Вроде всё по норме. А через полгода — локальный пожар в воздуховоде после фильтра. Причина? Искра-то задержалась, но сетка быстро закоксовалась опилками и пылью, сопротивление выросло, начался перегрев самой конструкции, а чистку не проводили. Выходит, устройство сработало как ловушка для горючего материала, а не как защита.
Ещё один момент — материал корпуса и элемента. Для химически активных сред обычная сталь может не подойти. Была история с транспортировкой порошка красителя. Заказчик сэкономил, поставил стальной огнепреградитель. Через несколько месяцев его просто разъело в местах конденсата. Пришлось менять на нержавейку, да ещё и с особым типом кассеты. Это к вопросу о том, что в спецификациях не всегда пишут про химическую стойкость — нужно самому додумывать, исходя из процесса.
И, конечно, монтаж. Казалось бы, чего проще: фланцевое соединение, затянул болты — и готово. Но если его поставить сразу после резкого поворота воздуховода, где поток закрученный и неравномерный, эффективность падает. Частицы летят не фронтально на сетку, а под углом, могут и проскочить, или осесть неравномерно. Приходится иногда добавлять прямые участки до и после, что в тесных цехах целая головоломка.
Связь с фильтрующими системами — неочевидные нюансы
Тут как раз вспоминается компания ООО Дацин Цзинда Экологически безопасные технологии (https://www.dqjingda.ru). Мы с ними пересекались не по их основной линии (фильтры, ткани, шламы), а именно по смежным вопросам безопасности. Когда проектируешь систему аспирации или пневмотранспорта с фильтрами тонкой очистки, последний рубеж перед вентилятором или атмосферой — это часто искрогаситель. И если фильтр, скажем, рукавный, может накапливать статический заряд, то риск появления искры внутри самого фильтра есть. Поэтому иногда логичнее ставить преграду до фильтра, чтобы искра от механического износа вентилятора или от трения в трубе не долетела до фильтровального материала. Но тогда сам огнепреградитель будет быстро забиваться. Нужен баланс.
Вот у ООО Дацин Цзинда, кстати, комплексный подход: они и фильтры делают, и с обработкой шламов работают. В таких технологических цепочках (например, очистка газов после термической обработки отходов) вопрос искрогашения стоит остро. Там температуры газов на входе в фильтр могут быть невысокими, но отдельные раскалённые частицы — запросто. И если поставить грубый искрогаситель, он может не уловить мелочь, которая и подожжёт ткань. Приходится иногда комбинировать: циклоны-отстойники как первую ступень, потом каплеуловитель, а уже потом — специальный многоканальный искрогаситель с лабиринтными каналами. Это не типовое решение, его под процесс подбирать надо.
Из их опыта в области экологических технологий (очистка стоков, разделение нефти и воды) для нашей темы полезен один принцип: глубокая интеграция узлов безопасности в общую технологическую схему. Не как отдельный ?ящик?, а как элемент, влияющий на работу всей системы. Например, если огнепреградитель создаёт большое сопротивление, это может повлиять на производительность вентилятора, а значит, и на эффективность всей системы пневмотранспорта сырья к тому же фильтру. Расчёты должны быть совместными.
Практические наблюдения по обслуживанию
Самая большая головная боль — это обслуживание, которое все откладывают. Огнепреградитель кассетного типа, особенно в пыльных производствах, может требовать чистки раз в неделю, а то и чаще. Но в реальности на него смотрят, когда уже давление в системе падает или срабатывает датчик перегрева. Я всегда рекомендую ставить манометры дифференциального давления до и после узла — это самый наглядный индикатор. Но даже это не спасает, если персонал не обучен. Видел, как на мясокомбинате кассету просто выбили ломом, погнув ячейки, потому что ?не отмывалось?. После этого эффективность упала на 70%, по сути, устройство стало бесполезным.
Ещё момент — термостойкость. Некоторые думают, раз это противопожарное устройство, то оно должно выдерживать любые температуры. На самом деле, стандартные модели рассчитаны на определённый диапазон. Если поставить его на линию отходящих газов после сушилки, где возможны периодические выбросы температуры выше расчётной, металл может ?поплыть? или сетка деформироваться. Был прецедент на заводе по производству минеральной ваты. Пришлось заказывать кассеты из особого сплава и с большей толщиной стенок. Дороже, но надёжнее.
И про документы. Паспорт устройства — это не просто бумажка. В нём должны быть чётко указаны: площадь свободного сечения (именно она влияет на сопротивление), класс защиты (по ГОСТам), рекомендуемая среда, предельная температура и, что важно, метод регенерации или очистки. Если этого нет — стоит насторожиться. Часто в погоне за дешевизной покупают устройства ?ноунейм?, а потом при инциденте выясняется, что они даже не сертифицированы как огнепреградители.
Когда стандартные решения не работают
Иногда приходится отходить от каталогов и думать самому. Например, для транспортировки легковоспламеняющихся порошков в инертной атмосфере. Ставить обычный искрогаситель на азотную линию? Бессмысленно, если кислорода нет, то и горения не будет. Но система может переключаться на воздушный режим при обслуживании. Значит, нужен байпас с защитой или устройство, которое остаётся в линии всегда, но рассчитано и на тот, и на другой режим. Таких готовых решений мало.
Или случай с липкими продуктами, типа некоторых полимерных гранул или сахарной пудры. Сетка забивается намертво, чистка почти невозможна. Здесь иногда выручают огнепреградители с кассетами, покрытыми тефлоном или подобными материалами, к которым меньше прилипает. Но и это не панацея — покрытие со временем стирается. Иногда проще спроектировать систему с водяной завесой или другим способом охлаждения/гашения на входе в опасную зону, а сам преградитель ставить уже после, для подстраховки.
Из опыта коллег, которые работали с ООО Дацин Цзинда над системами очистки газов от пиролиза, знаю, что там используются многоступенчатые схемы с активным охлаждением и инертизацией. Искрогаситель там — последний рубеж, а не основное средство. Это важный принцип: эти устройства — часть комплексной системы безопасности, а не волшебная таблетка. Их эффективность сильно зависит от того, что происходит ?до? и ?после? них в технологической цепочке.
Мысли вслух о будущем таких систем
Сейчас много говорят об ?умных? датчиках и IoT. Вижу потенциал и здесь. Представьте себе огнепреградитель со встроенными датчиками температуры на каждом канале, с датчиком перепада давления и возможностью автоматической обратной продувки при достижении порога. Данные уходят в SCADA-систему, обслуживание по фактическому состоянию, а не по графику. Это снизило бы и риски, и затраты на обслуживание. Но пока это дорого и требует квалификации для настройки. Хотя для опасных производств, думаю, скоро станет нормой.
Другое направление — материалы. Композиты, керамика, специальные сплавы, которые легче, устойчивее к коррозии и могут иметь более сложную геометрию ячеек для лучшего улавливания без роста сопротивления. Возможно, появятся самоочищающиеся поверхности за счёт специальных покрытий или вибрационных элементов.
Но главное, на мой взгляд, — это изменение подхода на уровне проектирования. Чтобы инженер, рассчитывающий, скажем, систему аспирации для цеха покраски или для мукомольного завода, с самого начала закладывал параметры искрогасителей и огнепреградителей не как отдельный пункт в смете, а как критически важный функциональный узел, влияющий на аэродинамику, производительность и, в конечном счёте, на безопасность всего предприятия. Как это делают в серьёзных компаниях, где процессы взаимосвязаны, типа той же ООО Дацин Цзинда Экологически безопасные технологии, где фильтрация, очистка и безопасность — части одного целого. Тогда и ошибок будет меньше, и оборудование прослужит дольше, выполняя свою главную задачу — не дать искре превратиться в пожар.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
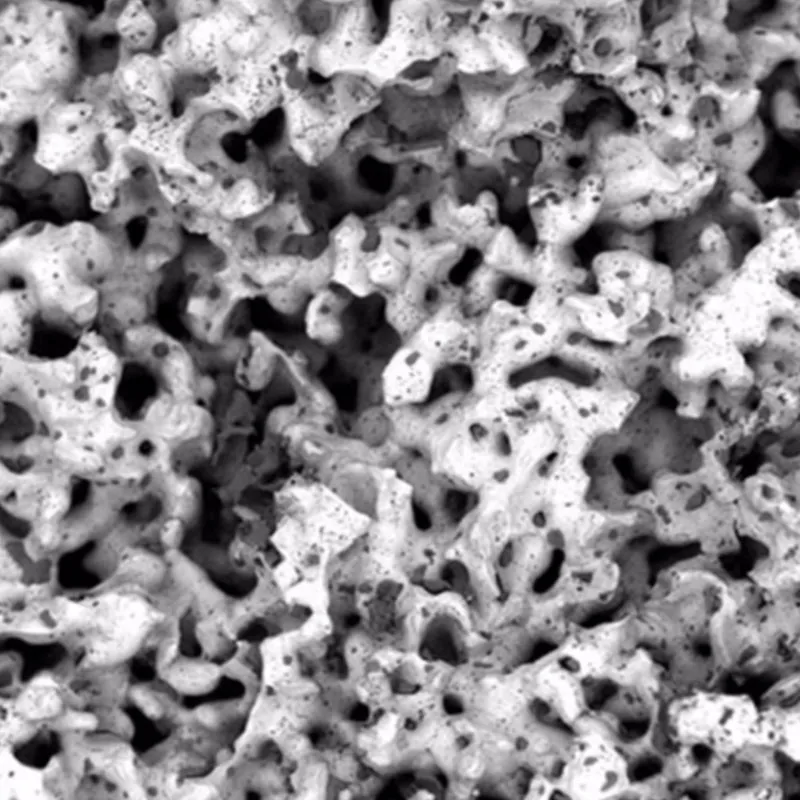 Фильтрующий элемент из металлического спечённого порошка
Фильтрующий элемент из металлического спечённого порошка -
 Фильтрующий картридж с высоким расходом
Фильтрующий картридж с высоким расходом -
 Фильтрующий элемент из нержавеющей клиновидной проволоки
Фильтрующий элемент из нержавеющей клиновидной проволоки -
 Фильтровальная ткань
Фильтровальная ткань -
 Конкурентоспособная цена фильтра природного газа
Конкурентоспособная цена фильтра природного газа -
 Фильтрующий элемент из многослойной спеченной сетки
Фильтрующий элемент из многослойной спеченной сетки -
 Фильтры трубопроводного типа Y
Фильтры трубопроводного типа Y -
 фильтры мешки
фильтры мешки -
 Газовый фильтрующий картридж для фильтров-сепараторов
Газовый фильтрующий картридж для фильтров-сепараторов -
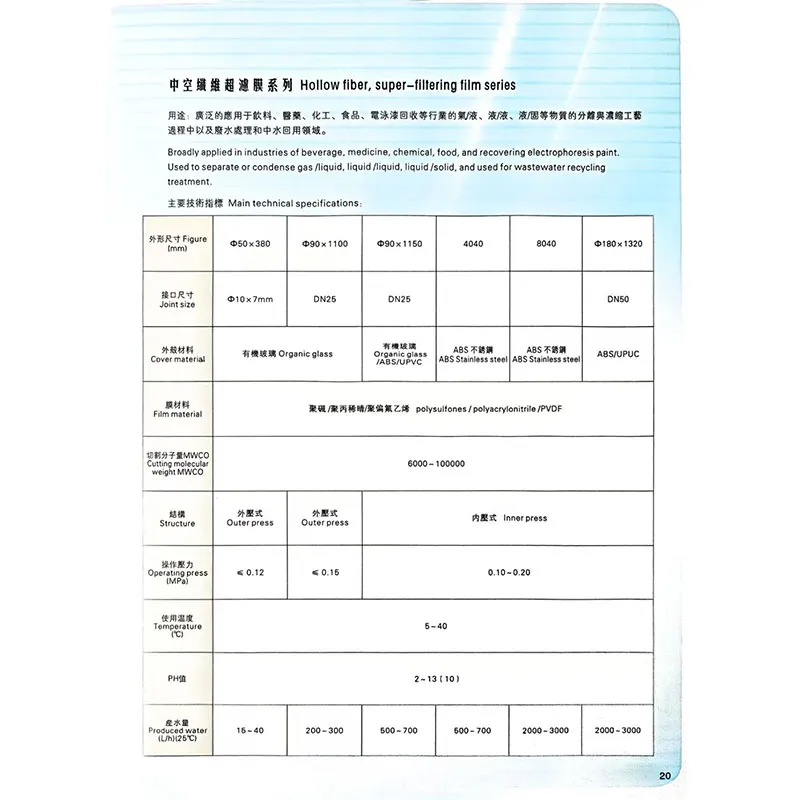
 Половолоконная фильтрующая мембрана к фильтру
Половолоконная фильтрующая мембрана к фильтру -
 Круглый сетчатый фильтр
Круглый сетчатый фильтр -
 Фильтрующий элемент из металлического спеченного порошка
Фильтрующий элемент из металлического спеченного порошка
Связанный поиск
Связанный поиск- Фильтр гидравлический в гидробак
- Фильтр гидравлический 175 49 11580
- Огнепреградитель принцип работы
- Фильтровальная ткань pp 1 мкм
- Фильтр тонкой очистки гидравлический 60х22х200мм
- Фильтрующий материал грубой очистки
- Картридж воздушного фильтра тэк 70.730
- Фильтр гидравлический csd07000a16a
- Мембраны обратного осмоса полиамидные
- Фильтр гидравлический rk0100a16nha 688236