





Огнепреградитель оп 2
Когда слышишь ?Огнепреградитель ОП-2?, многие сразу представляют себе стандартный латунный корпус с кассетой внутри — поставил и забыл. Но на практике, если так к нему относиться, можно дорого заплатить. Я сам долгое время считал, что главное — это соответствие паспортным данным по гашению пламени. Пока не столкнулся с ситуацией на одной из установок подготовки газа, где после плановой замены элемента на, казалось бы, сертифицированный, по цепочке пошла хлопушка. Оказалось, нюанс был в материале набивки и, что важно, в условиях конденсатообразования, которые паспорт просто не учитывал. Вот с этого, пожалуй, и начну.
Что на самом деле скрывается за аббревиатурой ОП-2
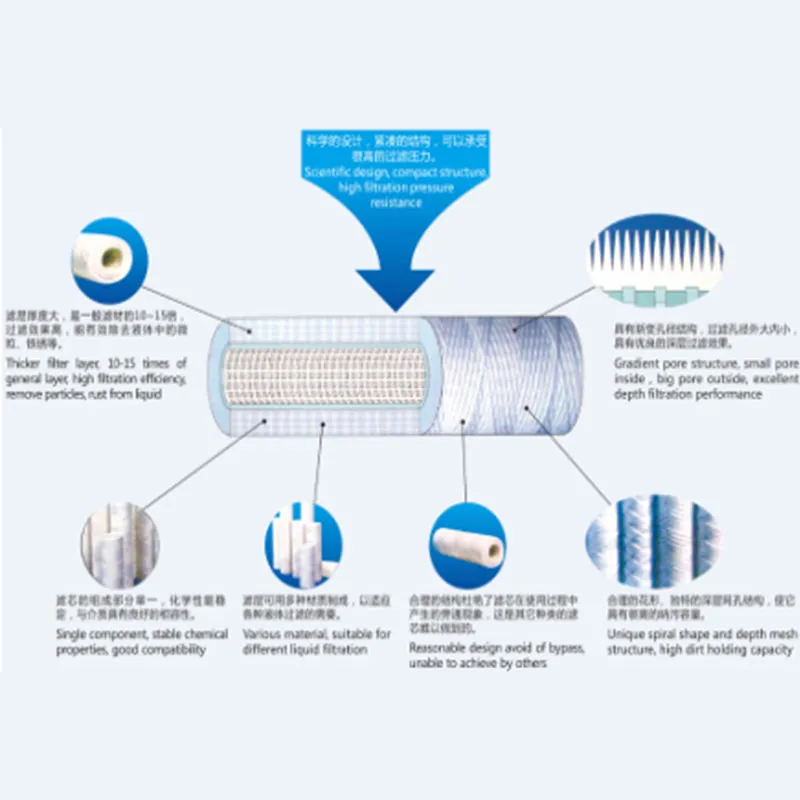
Конструктивно — это пламегаситель сухого типа, рассчитанный на разрыв пламени в трубопроводах горючих газов и паров. Цифра ?2? часто указывает на исполнение, обычно — взрывобезопасное. Но вот что редко вспоминают: его эффективность сильно привязана к скорости потока. Если она падает ниже расчётной, скажем, при сбросах или в момент пуска системы, элемент может не сработать как надо. Видел случаи, когда их ставили ?с запасом? на линии с низким давлением, а потом удивлялись, почему искра от статики прошла дальше.
Кассета. Чаще всего это металлическая лента или сетка, свёрнутая в пакет. Ключевой параметр — канальный размер. ГОСТы дают диапазон, но для разных сред — от пропана до паров растворителей — оптимальный размер разный. Универсальных решений нет. Однажды пришлось разбираться с заказом от ООО Дацин Цзинда Экологически безопасные технологии — они как раз занимаются комплексными решениями для нефтесодержащих сред. Так вот, для их задач с возможным содержанием лёгких фракций и аэрозолей стандартный канальный размер ОП-2 не всегда подходил, требовался подбор под конкретный состав газовой фазы.
Именно поэтому нельзя просто купить первый попавшийся огнепреградитель по типоразмеру фланца. Нужно анализировать технологический регламент. Температура, давление, состав смеси, наличие пыли или капельной жидкости — всё это влияет на выбор. Иначе он превращается в дорогую заглушку.
Ошибки монтажа и эксплуатации, которые сведут защиту на нет
Самая частая ошибка — установка без учёта направления потока. Странно, но такое встречается сплошь и рядом. Стрелка на корпусе есть, но монтируют как придётся. В этом случае кассета работает не на сопротивление пламени, а на создание ненужного гидравлического сопротивления.
Вторая беда — отсутствие контроля за состоянием кассеты. Она забивается. Не только пылью, но и парафинами, смолами, особенно в техпроцессах, связанных с переработкой углеводородов. Компания Дацин Цзинда, кстати, в своих проектах по обработке нефтесодержащих шламов всегда закладывает дополнительные фильтры-сепараторы перед огнепреградителями. Это умный подход, продлевающий жизнь и тем, и другим. Без этого промежуточного улавливания твёрдых частиц и аэрозолей ОП-2 может выйти из строя за считанные месяцы.
Третий момент — коррозия. Латунь или нержавейка? Вопрос не в цене, а в среде. Если в потоке есть сероводород или хлориды, даже качественная латунь может начать корродировать, особенно в местах уплотнений. Это ведёт к разгерметизации и, что хуже, к изменению проходного сечения каналов в кассете. Видел образцы, извлечённые после двух лет работы в таких условиях — вместо чётких каналов была рыхлая масса продуктов коррозии. О какой защите тут можно говорить?
Связь с фильтрующими технологиями и практический кейс
Огнепреградитель, по сути, является последним барьером. Но чтобы он работал долго и надёжно, перед ним должна быть выстроена целая система подготовки потока. Здесь опыт компаний, специализирующихся на фильтрации, бесценен. Например, в технологических линиях, где ООО Дацин Цзинда Экологически безопасные технологии устанавливает оборудование для разделения нефти и воды, всегда предусматриваются ступени грубой и тонкой очистки газа перед его сбросом или использованием на факеле.
Был проект на одном из НПЗ, где нужно было защитить линию сброса паров лёгких углеводородов. Стандартные ОП-2 быстро выходили из строя из-за капельной жидкости. Решение пришло как раз из смежной области — перед огнепреградителем установили коалесцентный фильтр тонкой очистки от того же производителя. Это резко снизило нагрузку на кассету и позволило увеличить межсервисный интервал втрое. Важный вывод: огнепреградитель редко работает сам по себе, он — часть системы.
Ещё один аспект — регламентные работы. Замена элемента должна проводиться не по графику, а по фактическому перепаду давления. Манометр до и после — обязателен. Но часто его либо нет, либо на него не смотрят. Мы внедряли простую систему контроля с цветовой маркировкой на щите: зелёный — норма, жёлтый — внимание, красный — немедленная замена. Примитивно, но это сработало и предотвратило несколько потенциально опасных ситуаций.
Миф о ?вечном? огнепреградителе и вопросы сертификации
Существует устойчивое мнение, что если устройство механическое и без движущихся частей, то оно вечное. Это опаснейшее заблуждение. Материал кассеты подвергается термическим и механическим нагрузкам при каждом срабатывании (даже если это микро-вспышки). Со временем происходит ?усталость? металла, меняются его свойства.
Сертификат соответствия — это хорошо, но он подтверждает характеристики на новый, чистый образец в лабораторных условиях. В реальности условия далеки от идеальных. Поэтому я всегда рекомендую проводить оценку рисков для каждого конкретного места установки. Иногда оказывается, что нужен не ОП-2, а, например, ОП-1 с другим принципом действия, или вообще жидкостной затвор.
Интересный момент с запасными частями. Кассеты от разных производителей могут внешне подходить, но отличаться толщиной ленты, типом плетения, материалом. Установка неоригинального элемента — это игра в русскую рулетку. Однажды это привело к тому, что при вскрытии после инцидента кассета оказалась не металлической, а из какого-то композитного материала, который просто обуглился. Поставщик, конечно, ссылался на какой-то свой ТУ. Всё закончилось серьёзным разбирательством.
Взгляд вперёд: интеграция с современными системами контроля
Сейчас много говорят о ?Индустрии 4.0?. Применительно к таким устройствам, как огнепреградители, это может означать оснащение их датчиками перепада давления с выводом данных в общий контур АСУ ТП. Это позволяет не просто реагировать на засорение, а прогнозировать его, анализируя тенденцию роста сопротивления.
Для таких комплексных решений, которые предлагает Дацин Цзинда, где фильтрация, сепарация и пламегашение идут рука об руку, это особенно актуально. Можно создать интеллектуальный модуль, который по данным с фильтров предсказывает нагрузку на огнепреградитель и рекомендует обслуживание. Это уже не фантастика, а реальные пилотные проекты.
Однако не стоит гнаться за сложностью ради сложности. Базовая, но правильно подобранная, установленная и обслуживаемая механика — это 95% успеха. Автоматизация — лишь инструмент для поддержания её в рабочем состоянии. Главное — чтобы персонал понимал принцип работы этого незаметного, но критически важного устройства. Понимал, что Огнепреградитель ОП-2 — это не ?железка?, а последний рубеж, который должен сработать один-единственный раз, но обязательно тогда, когда это потребуется.
В конце концов, вся наша работа сводится к тому, чтобы этот единственный раз никогда не наступил. А для этого нужно думать на шаг вперёд, смотреть на систему в целом и не экономить на экспертизе — ни при подборе, ни при обслуживании. Как показывает практика, скупой платит не дважды, а гораздо больше.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Фильтрующий элемент из микропористой керамики
Фильтрующий элемент из микропористой керамики -
 Мелтблаун фильтры картридж
Мелтблаун фильтры картридж -
 Мешочный фильтр
Мешочный фильтр -
 пылевой фильтр-картридж
пылевой фильтр-картридж -
 Половолоконная фильтрующая мембрана к фильтру
Половолоконная фильтрующая мембрана к фильтру -
 Нитевой намоточный фильтрующий элемент
Нитевой намоточный фильтрующий элемент -
 HEPA-фильтр
HEPA-фильтр -
 Фильтры трубопроводного типа T
Фильтры трубопроводного типа T -
 Фильтрующий элемент со складчатой структурой из нержавеющей стали
Фильтрующий элемент со складчатой структурой из нержавеющей стали -
 Керамический фильтрующий элемент с диатомитом
Керамический фильтрующий элемент с диатомитом -
 огнепреградитель
огнепреградитель -
 Фильтрующий элемент из металлического спечённого порошка
Фильтрующий элемент из металлического спечённого порошка
Связанный поиск
Связанный поиск- Фильтр мешок nt 65 2
- Картридж воздушного фильтра тэк 70.730
- Мембрана обратного осмоса re 3213 600
- Мембрана обратного осмоса высокого давления
- Как правильно мыть hepa фильтр
- Корзинный фильтр для пылесоса
- Фильтрующий материал маски
- Фильтр гидравлический st38073
- Мембрана обратного осмоса отзывы
- Фильтр гидравлический с17с91