





Огнепреградитель оп 200
Когда слышишь ?Огнепреградитель ОП 200?, многие, особенно новички в области промышленной безопасности или очистных сооружений, представляют себе просто некую стандартную деталь, ?гаситель пламени?, который поставил и забыл. Сразу скажу — это одно из самых опасных заблуждений. На практике с этой штукой связано столько нюансов, что одно только правильное понимание его места в системе может предотвратить серьёзный инцидент. Я лично сталкивался с ситуациями, когда формальный подход к монтажу и обслуживанию огнепреградителей приводил к ложному чувству безопасности, а потом — к дорогостоящему ремонту или, что хуже, к залповым выбросам при очистке резервуаров. Давайте по порядку.
Что на самом деле скрывается за аббревиатурой ОП 200
ОП 200 — это не просто модель, это, скорее, тип, класс аппаратов. Цифра 200 указывает на условный проход, ДУ 200 мм. Но суть не в размере. Ключевое — это принцип действия: пламегасящий элемент, обычно кассета с гофрированной лентой или гранулированная засыпка, который за счёт отбора тепла от пламени и прекращения цепной реакции гасит его. Важно понимать: он не фильтр в обычном смысле. Он не задерживает механически частицы, его задача — разорвать фронт пламени, идущего по трубопроводу с газовоздушной смесью. Поэтому его корректная работа целиком зависит от правильного выбора именно под конкретную среду: состав газа, давление, скорость потока.
Частая ошибка — ставить один и тот же огнепреградитель, скажем, от технологической линии с парами легких углеводородов, на линию откачки паровоздушной смеси из отстойника нефтешламов. Состав, влажность, наличие аэрозолей — всё разное. Второй случай куда более ?грязный?, и кассета может быстро закоксоваться, потеряв эффективность. Я видел экземпляры после года работы на таких участках — внутрь страшно было смотреть.
Здесь, к слову, пересекается с деятельностью компаний, которые понимают комплексность проблемы. Возьмём, к примеру, ООО Дацин Цзинда Экологически безопасные технологии (https://www.dqjingda.ru). Их профиль — фильтрующие продукты и экологические технологии, включая обработку нефтесодержащих шламов. Так вот, для них вопрос безопасности при откачке и переработке таких шламов — первостепенный. Установка огнепреградителя на линию вакуумной откачки — обязательный пункт. Но мало его просто поставить. Нужно точно знать, с какой именно фазой, с какими парами он будет работать. Компании, которые занимаются разработкой оборудования для разделения нефти и воды, как раз часто сталкиваются с подбором таких защитных устройств для своих комплексов.
Место установки: где чаще всего ошибаются
По нормативам, огнепреградитель ставится на трубопроводах, отходящих от аппаратов с горючими средами, перед факелами, на входах в резервуары. Казалось бы, всё ясно. Но на практике возникает масса ?но?. Например, при монтаже системы дегазации шламонакопителя. Огнепреградитель ставят на линии перед вакуум-насосом. Логично? Да. Но часто забывают про обратный клапан или гидрозатвор после насоса, чтобы при остановке насоса горючая смесь не пошла обратно, не застаивалась в самом огнепреградителе. Застой — это конденсат, это коррозия пламегасящего элемента, это потенциальное забивание.
Ещё один тонкий момент — расстояние до защищаемого аппарата. Оно должно быть минимальным. Помню случай на одной из установок по обезвреживанию шламов: огнепреградитель стоял метрах в десяти от ёмкости, а на этом участке трубопровод имел пару колен. В теории — ничего страшного. Но при расчёте возможного распространения пламени при вспышке внутри ёмкости эти колена создавали турбулентность, которая могла способствовать... в общем, после инцидента с хлопком (к счастью, без последствий) пересмотрели схему и перенесли ОП 200 буквально к самому штуцеру ёмкости.
Именно поэтому в комплексных проектах, где задействованы и фильтровальные ткани для обезвоживания, и химические реагенты для флокуляции, и оборудование для разделения фаз, вопрос расстановки средств взрывопожарозащиты прорабатывается отдельно. Это не та вещь, которую можно тиражировать по одному чертежу на все объекты.
Обслуживание: история с заменой кассеты
Самая большая головная боль — это обслуживание. Огнепреградитель ОП 200, как и любой другой, требует периодической ревизии, промывки или замены кассеты. Паспорт обычно даёт ориентировочные сроки. Но слепо им следовать — преступление. Всё зависит от реальной нагрузки. На участках с большим содержанием тяжёлых паров или масляного аэрозоля (например, при откачке из амбаров с нефтешламом) кассета может ?ослепнуть? за несколько месяцев.
Был у меня печальный опыт на одном из предприятий, которое как раз занималось очисткой сточных вод. На линии откачки лёгких фракций из песколовки стоял ОП 200. По графику его должны были проверить через год. Но за полгода произошла микро-вспышка внутри сепаратора. Огнепреградитель сработал, пламя погасил, но инспекция после этого показала, что кассета была забита смесью песка, ила и нефтепродуктов на 70% своей толщины. Ещё пара месяцев — и сопротивление стало бы критическим, либо пламя могло пройти. Вывод: график обслуживания должен быть жёстко привязан к технологии и фактическому состоянию среды. Лучше чаще, особенно после этапов, связанных с реагентами или при изменении состава сырья.
Кстати, о реагентах. Компании, которые, подобно ООО Дацин Цзинда, разрабатывают химические реагенты для обработки шламов, должны давать рекомендации и по совместимости материалов огнепреградителей со своими составами. Пары некоторых органических коагулянтов или растворителей могут по-разному влиять на металл корпуса или материал набивки. Это тоже нужно учитывать при выборе и техобслуживании.
Взаимосвязь с другими системами: не только труба
Огнепреградитель — это звено в цепи. Он бесполезен, если не работает система контроля загазованности, если не исправны запорные клапаны, если нет контроля температуры на самом аппарате. Часто вижу, как на объектах по переработке нефтешламов устанавливают современные системы фильтрации, сложные сепараторы, но на защитные устройства смотрят как на второстепенные. Это в корне неверно.
Например, при использовании фильтровальных тканей или фильтров тонкой очистки в процессе обезвоживания шлама выделяются пары. Они отводятся по трубопроводу. На этом трубопроводе стоит ОП 200. Но если давление в системе фильтрации скачет (а оно скачет, особенно при регенерации ткани или смене фильтрующих элементов), то это влияет и на работу огнепреградителя. Он рассчитан на определённый диапазон скоростей потока. При слишком низкой скорости пламя может пройти, при слишком высокой — создать избыточное сопротивление, сорвать пламегасящую кассету. Поэтому проектировщики должны рассматривать узел в сборе: источник паров — трубопровод — защитное устройство — конечная точка (факел или атмосфера).
В этом контексте сайт dqjingda.ru интересен именно своим комплексным подходом. Они не просто продают фильтровальные элементы, они заявляют о разработке технологий и оборудования. А грамотная технология всегда включает в себя и подсистему безопасности. Думаю, их инженеры при проектировании установок для разделения нефти и воды или очистки сточных вод сталкиваются с необходимостью точного расчёта и подбора таких узлов, как огнепреградители, под конкретные параметры своей технологии.
Мысли вслух о будущем таких устройств
Сейчас много говорят об ?умном? оборудовании, датчиках, IoT. Применительно к огнепреградителям ОП 200 это могло бы быть очень полезно. Представьте себе датчик перепада давления на кассете, который в реальном времени показывает её состояние, или датчик температуры корпуса, сигнализирующий о начале экзотермической реакции внутри. Это позволило бы перейти от планово-предупредительного обслуживания к обслуживанию по фактическому состоянию. Для объектов, где процессы идут циклично или состав сырья меняется (как на тех же установках по обработке шламов), это было бы спасением.
Но пока что в большинстве случаев мы имеем дело с железной конструкцией, которую нужно ?пощупать? — раскрутить, посмотреть, почистить. И в этом есть свой плюс — надёжность, простота. Главное — не забывать про неё. Не воспринимать как формальность. Потому что в день, когда он действительно понадобится, второго шанса что-то проверить или починить уже не будет. Его работа — последний рубеж перед пожаром или взрывом.
Возвращаясь к началу: Огнепреградитель ОП 200 — это не просто ?железка?. Это расчётный, технологический узел, эффективность которого зависит от сотни факторов: от химии процесса на входе до дисциплины обслуживающего персонала. И компании, которые работают в смежных областях экологической безопасности, будь то производство фильтров или разработка технологий очистки, понимают эту связь как никто другой. Потому что безопасность — это не отдельная статья в проекте, это свойство всей системы в целом.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Фильтрующий элемент из металлического спеченного порошка
Фильтрующий элемент из металлического спеченного порошка -
 фильтры мешки
фильтры мешки -
 Коалесцирующий разделительный фильтр
Коалесцирующий разделительный фильтр -
 Фильтровальная ткань
Фильтровальная ткань -
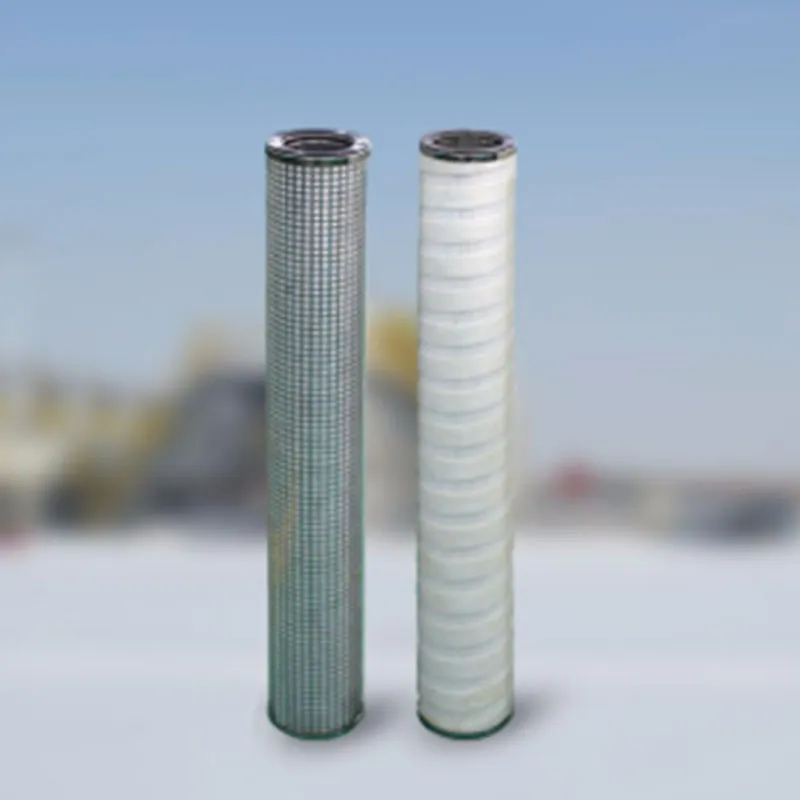
 фильтр гидравлический
фильтр гидравлический -
 Фильтрующий элемент из микропористой керамики
Фильтрующий элемент из микропористой керамики -
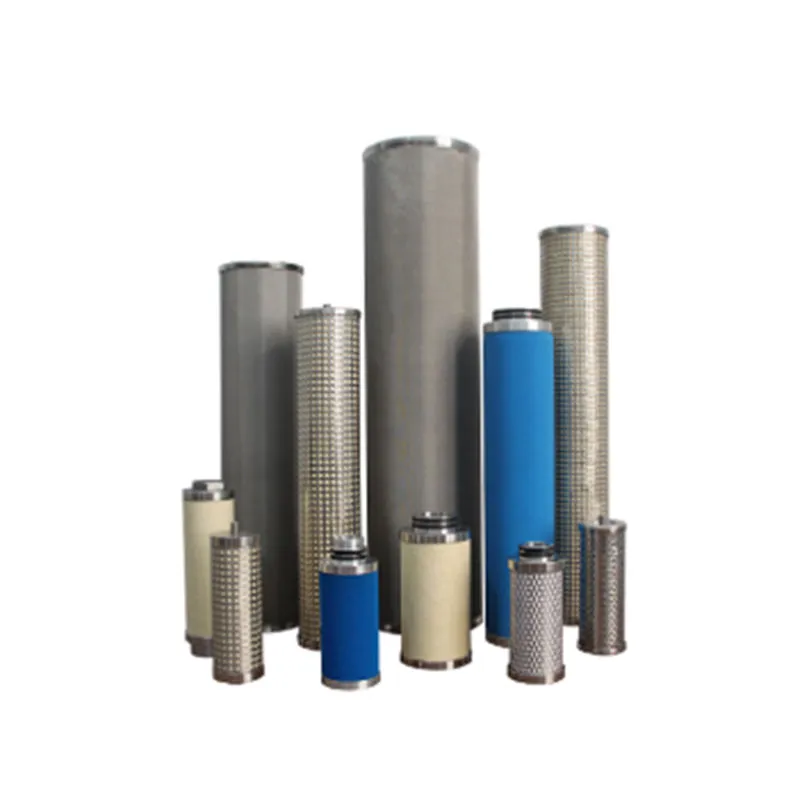
 Газовый фильтрующий картридж для фильтров-сепараторов
Газовый фильтрующий картридж для фильтров-сепараторов -
 Фильтрующий элемент для сухого газового уплотнения
Фильтрующий элемент для сухого газового уплотнения -
 Керамический фильтрующий элемент с диатомитом
Керамический фильтрующий элемент с диатомитом -
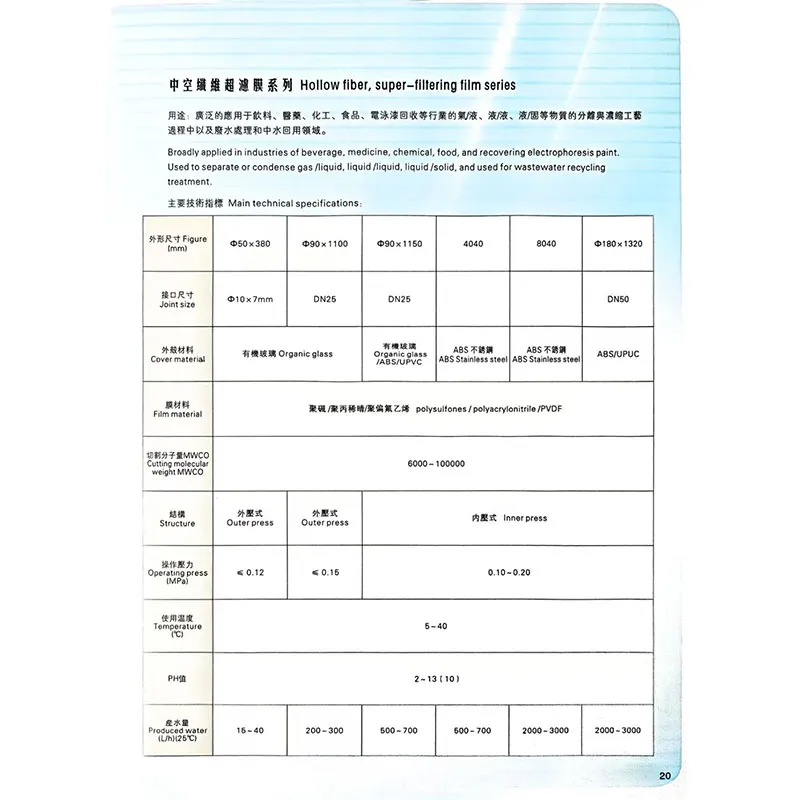
 Половолоконная фильтрующая мембрана к фильтру
Половолоконная фильтрующая мембрана к фильтру -
 огнепреградитель
огнепреградитель -
 Мембрана обратного осмоса
Мембрана обратного осмоса