





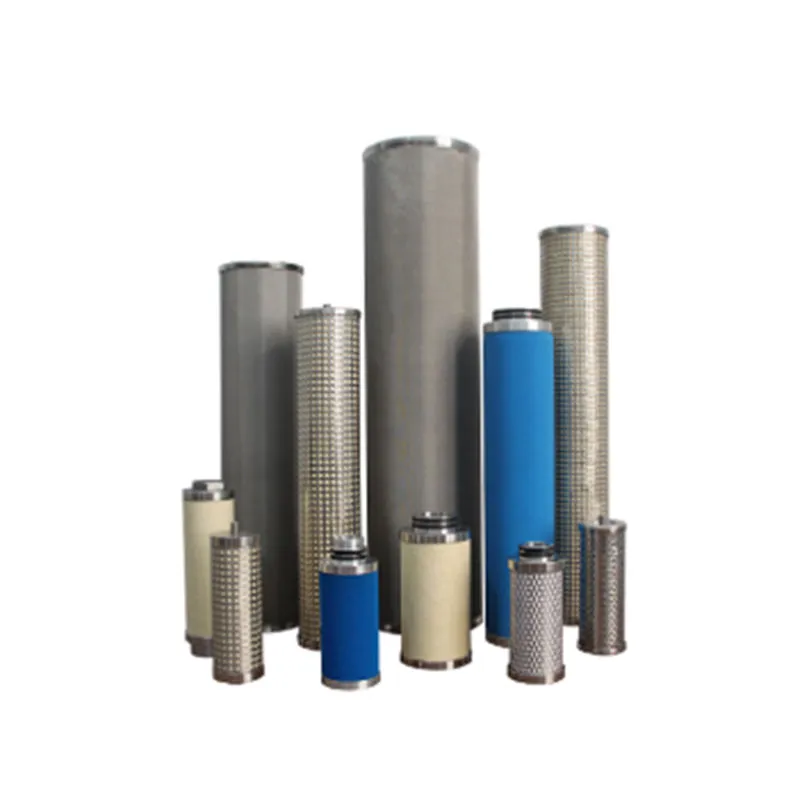
Полимерные фильтрующие материалы
Когда говорят 'полимерные фильтрующие материалы', многие сразу представляют себе рулоны синтетического полотна — типа того, что используют в мешочных фильтрах. Но это, если честно, лишь верхушка айсберга, и такое упрощение иногда приводит к серьезным ошибкам при подборе. Сам сталкивался с ситуациями, когда заказчик, ориентируясь только на цену за квадратный метр, покупал материал, который в его агрессивной среде с высоким содержанием масел 'схлопывался' за месяц, хотя должен был отработать минимум полгода. Речь ведь не просто о ткани, а о целой системе: полимерное сырье (полипропилен, полиэстер, PPS), способ формирования волокна (нить, штапель, моноволокно), структура полотна (иглопробивное, термоскрепленное, мембранное) и, что критично, финишная обработка. Вот эта последняя — часто 'серая зона'. Некоторые поставщики умалчивают, что материал не прошел каландрирование или обработку гидрофобным составом, а без этого в некоторых применениях он просто нежизнеспособен.
От сырья к структуре: где кроются подводные камни
Возьмем, к примеру, казалось бы, простой полипропилен. Дешевый, химически стойкий. Но его температурный порог — это постоянная головная боль. На бумаге он держит до 90-95°C, но в реальности, при длительной нагрузке в 80-85°C в среде с окислителями, он начинает резко терять прочность. Перешел на PPS (полифениленсульфид) для задачи на ТЭЦ — проблема ушла, но стоимость взлетела в разы. Выбор — это всегда компромисс между стойкостью, производительностью и бюджетом. И здесь не обойтись без лабораторных испытаний в условиях, максимально приближенных к реальным. Мы как-то получили партию материала от одного производителя, который по паспорту идеально подходил для фильтрации известковой пыли. А на деле оказалось, что статический заряд, который накапливался на волокнах из-за специфики прядения, приводил к быстрому 'слеживанию' пыли и росту перепада давления. Пришлось искать материал с антистатической пропиткой.
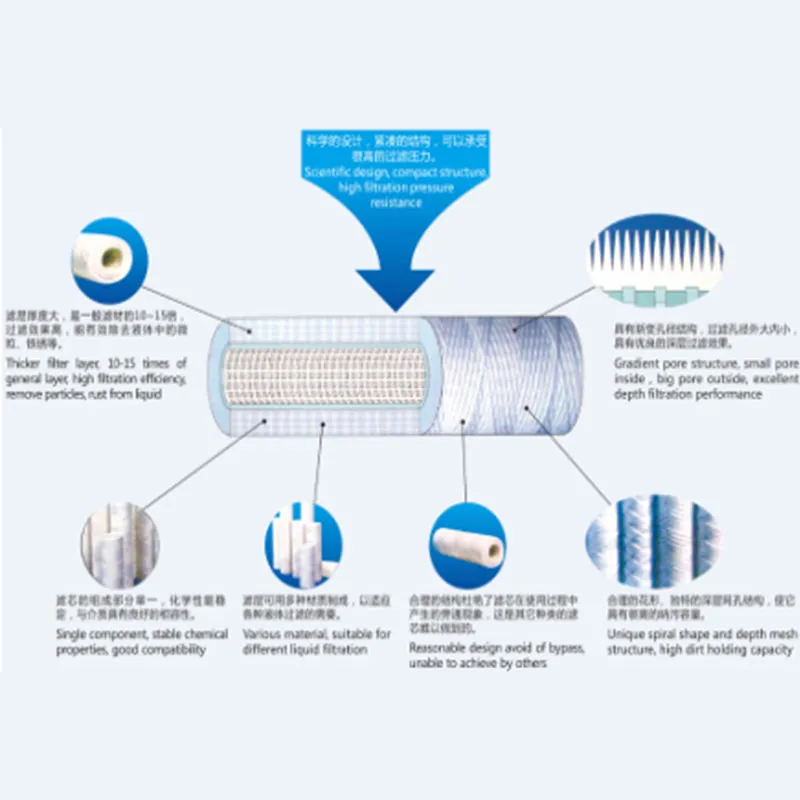
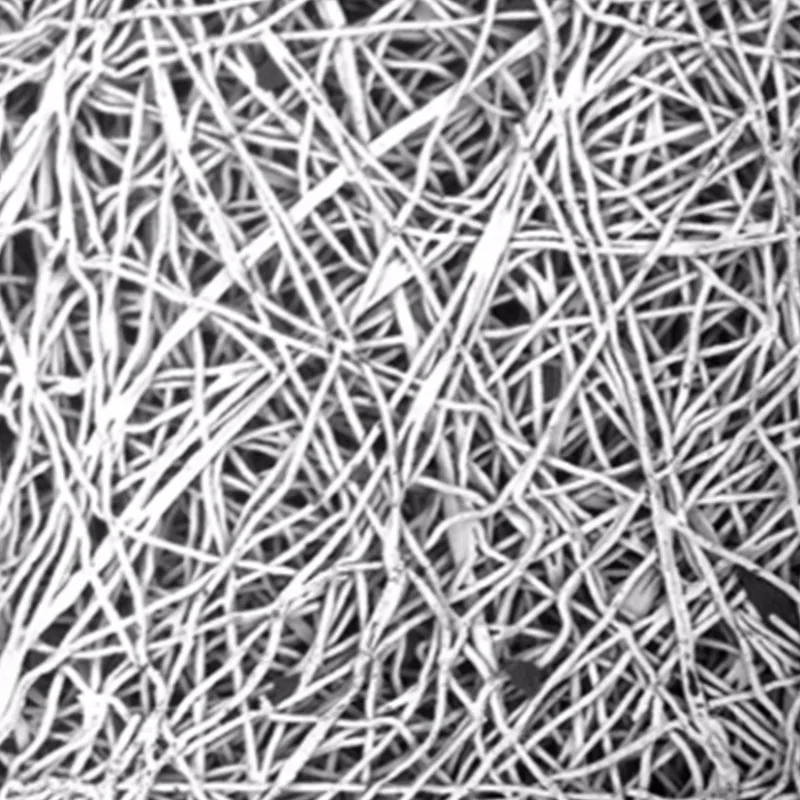
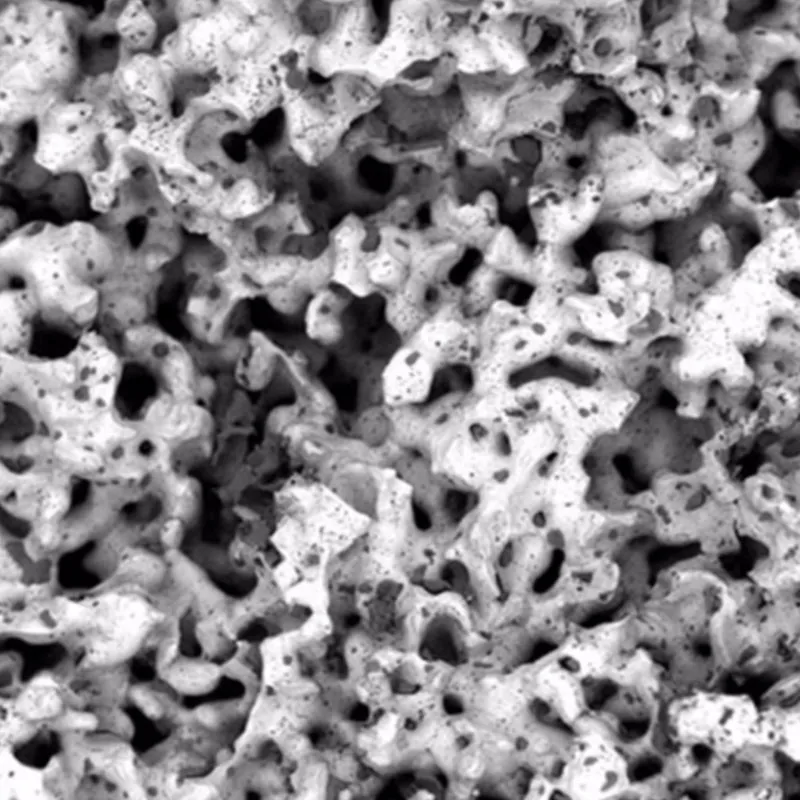
Структура полотна — отдельная история. Иглопробивные материалы хороши для улавливания грубых, абразивных частиц, они создают глубокую фильтрацию. Но если нужно четкое отсечение по размеру частиц, скажем, после скруббера, нужны материалы с поверхностным слоем из тонких моноволокон или даже мембранные композиты. Ошибка в выборе структуры ведет либо к быстрому забиванию, либо к проскоку тонкой фракции, которая губит оборудование дальше по технологической цепочке. Помню проект по очистке сточных вод на машиностроительном заводе, где из-за неправильно подобранной структуры материала тонкая металлическая взвесь проходила и осаждалась в теплообменниках, вызывая их частые поломки.
Именно в таких сложных, комплексных задачах на первый план выходит опыт поставщика, который способен не просто продать материал, а проанализировать всю технологическую цепочку. Вот, например, компания ООО Дацин Цзинда Экологически безопасные технологии (сайт: dqjingda.ru), которая занимается не только производством фильтровальных тканей и элементов, но и параллельно ведет работы по обработке нефтесодержащих шламов и очистке стоков. Такой профиль подсказывает, что они, скорее всего, глубоко понимают, как поведет себя их материал не в идеальных, а в реальных, зачастую 'грязных' и многокомпонентных средах. Для них фильтрующий материал — не конечный товар, а часть более крупного технологического решения. Это важный нюанс.
Практика: истории с мокрым фильтром и 'несмачиваемостью'
Теория теорией, но самые ценные знания — из полевых условий. Расскажу про один случай с обезвоживанием шлама на горно-обогатительной фабрике. Использовали стандартный полиэфирный иглопробивной материал для фильтр-пресса. Вроде все по регламенту. Но шлам имел высокую остаточную щелочность и температуру около 60°C. Через пару недель фильтровальные полотна резко потеряли прочность на разрыв, особенно в зонах креплений. Оказалось, что в таких условиях шел гидролиз полиэфира. Перешли на полипропилен с особой стабилизирующей добавкой — ситуация нормализовалась. Это классический пример, когда химическая стойкость материала в статическом состоянии (по таблицам) не равна его стойкости в динамических условиях под нагрузкой, трением и температурой.
Другая частая проблема — смачиваемость. Для фильтрации водных суспензий материал должен хорошо смачиваться водой, чтобы создать стабильный фильтрационный слой. Но если в суспензии есть поверхностно-активные вещества или масла, они могут 'отравить' поверхность волокон, сделав их гидрофобными. Фильтрация встает. Приходится либо подбирать материал с особой гидрофильной пропиткой (которая, кстати, тоже может вымываться), либо предварительно обрабатывать суспензию. Видел, как на одном из предприятий по переработке пластмасс для решения подобной проблемы использовали материалы от ООО Дацин Цзинда, которые изначально проектировались для задач разделения нефти и воды — то есть для сред, где как раз критичен вопрос избирательной смачиваемости.
А еще есть нюанс с регенерацией. Особенно в рукавных фильтрах. Материал должен не только хорошо улавливать пыль, но и эффективно ее отдавать при импульсной продувке. Здесь важна комбинация поверхностной обработки (например, тефлонирование для снижения адгезии) и правильной плотности полотна. Слишком плотное — пыль не отойдет, слишком рыхлое — будет проскок. Наладка этого процесса — это всегда итерации. Ни одна таблица не даст точного ответа, только пробные пуски.
Интеграция в систему: почему фильтр — не главное
Самая большая иллюзия — думать, что, подобрав 'самый лучший' полимерный фильтрующий материал, ты решил все проблемы. Нет. Он — лишь один элемент системы. Его работа напрямую зависит от конструкции фильтра (равномерность подачи суспензии или газа, система удаления осадка), от предварительной подготовки среды, от режимов регенерации. Можно поставить суперсовременную мембрану, но если на входе у вас пульсации давления или есть крупные абразивные частицы, которые ее порвут, деньги будут выброшены на ветер.
Поэтому, когда видишь, что компания-производитель материалов, та же ООО Дацин Цзинда Экологически безопасные технологии, позиционирует себя как поставщика комплексных экологических решений (от разработки реагентов до оборудования), это вызывает больше доверия. Потому что они, вероятно, мыслят системно. Они понимают, что для эффективной фильтрации нефтесодержащего шлама может потребоваться сначала его правильная химико-механическая подготовка, а уже потом — подбор соответствующего фильтровального полотна для пресса или центрифуги. Такой подход избавляет от многих проблем на стадии внедрения.
На одном из нефтехимических заводов наблюдал именно такую историю. Долго мучились с низкой производительностью обезвоживания шлама. Меняли материалы, меняли режимы прессования — эффект минимальный. Привлеченные специалисты, которые смотрели на процесс целиком, изменили схему подачи реагента-флокулянта и установили предварительный отстойник-сгуститель. И только после этого, под новый качественный состав шлама, был подобран оптимальный полимерный фильтровальный материал. Результат — рост производительности на 40%. Мораль: фильтр начинает работать тогда, когда все, что до него, уже отлажено.
Взгляд в будущее: что меняется кроме цены
Рынок полимерных фильтрующих материалов не стоит на месте. Вижу несколько тенденций. Во-первых, это гибридные материалы: комбинации волокон разной природы (например, полимер + стекловолокно) для достижения специфических свойств — повышенной термостойкости или электропроводности. Во-вторых, все больше внимания уделяется точному контролю порометрических характеристик. Не просто 'для тонкой очистки', а с точно заданным распределением пор по размерам. Это требует высоких технологий в производстве нетканых полотен.
В-третьих, и это, пожалуй, главное, — запрос на 'интеллектуальные' свойства. Материалы с изменяемой проницаемостью в зависимости от температуры или pH среды, материалы с индикаторной нитью, меняющей цвет при истощении ресурса. Пока это больше в области разработок, но спрос со стороны сложных производств уже формируется.
И конечно, экология. Не только в плане очистки, но и в жизненном цикле самого материала. Вопросы утилизации отработанных фильтровальных тканей, особенно пропитанных опасными веществами, становятся все острее. Возможно, следующий шаг — развитие направлений по регенерации и повторному использованию самих полимерных фильтрующих материалов, а не только их утилизации. Компании, которые уже сейчас работают в сфере обработки отходов, как упомянутая Дацин Цзинда, находятся в более выгодной позиции для проработки таких замкнутых циклов.
Вместо заключения: субъективный чек-лист
Исходя из своего опыта, при подборе материала я бы всегда уточнял у поставщика не только технические характеристики, но и следующее: 1) На основе каких реальных испытаний в аналогичных средах даны рекомендации? Можно ли получить протоколы? 2) Как материал ведет себя при предельных нагрузках (макс. температура, pH, концентрация масел) не 10 минут, а в течение, скажем, 100 часов? 3) Есть ли у материала партия-аналог, которая уже отработала свой ресурс на похожем производстве, и можно ли оценить ее состояние? 4) Как поставщик учитывает влияние конструкции моего конкретного аппарата на работу материала?
Ни один каталог не заменит этого диалога. Полимерные фильтрующие материалы — это не стандартный метиз, который можно выбрать по ГОСТу. Это высокотехнологичный, кастомизированный продукт, эффективность которого на 90% определяется правильностью его встраивания в технологический процесс. И здесь опыт, причем не только теоретический, а набитый шипами на реальных объектах, — главный актив. Собственно, ради этого опыта и пишутся такие заметки — чтобы чуть меньше этих шипастых ситуаций было у других.
Поэтому, когда смотришь на сайт компании, смотри не только на список продуктов, но и на описание реализованных проектов, на спектр смежных услуг. Это косвенный, но важный признак глубины понимания предмета. В конце концов, фильтрация — это не про ткань в раме. Это про чистоту на выходе и стабильность процесса. А это уже философия, а не просто продажа материалов.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Воздушные фильтры для компрессоров
Воздушные фильтры для компрессоров -
 Мембрана обратного осмоса
Мембрана обратного осмоса -
 Фильтры трубопроводного типа Y
Фильтры трубопроводного типа Y -
 Металлический спечённый войлочный фильтровальный материал
Металлический спечённый войлочный фильтровальный материал -
 Мембранный модуль дисково-трубчатого типа DTRO/DTNF
Мембранный модуль дисково-трубчатого типа DTRO/DTNF -
 Фильтры трубопроводного типа T
Фильтры трубопроводного типа T -
 Фильтрующий картридж с высоким расходом
Фильтрующий картридж с высоким расходом -
 Мешочный фильтр
Мешочный фильтр -
 Фильтрующий элемент из металлического спечённого порошка
Фильтрующий элемент из металлического спечённого порошка -
 Первичный воздушный фильтр
Первичный воздушный фильтр -
 Керамический фильтрующий элемент с диатомитом
Керамический фильтрующий элемент с диатомитом -
 Конкурентоспособная цена фильтра природного газа
Конкурентоспособная цена фильтра природного газа
Связанный поиск
Связанный поиск- Фильтр гидравлической линии
- Фильтр мешки флисовые
- Мембраны обратного осмоса сравнение
- Картридж воздушного фильтра фвк 001
- Hepa фильтр для вентиляции
- Газовый фильтрующий картридж для фильтров-сепараторов
- Фильтр гидравлический st30833
- Мембрана обратного осмоса ограничитель потока
- Огнепреградитель резервуарный
- Огнепреградитель оп 200