





Фильтровальная ткань филта
Когда говорят 'фильтровальная ткань филта', многие представляют себе просто рулон материала, который режут и вставляют в рамку. На деле, это целая история с подводными камнями — от выбора нити и переплетения до поведения под нагрузкой в реальных условиях, а не в лаборатории. Частая ошибка — гнаться за максимальной тонкостью или, наоборот, за кажущейся прочностью, не учитывая специфику осадка и давление на фильтр-прессе. Я сам через это проходил, когда думал, что более плотная ткань автоматически даст более сухой кек. Оказалось, всё сложнее.
От теории к практике: почему структура решает всё
Вот смотрите, основа выбора — это тип переплетения. Сатин, полотняное, саржевое. Для обезвоживания осадков, особенно в нефтешламовых проектах, саржа часто выигрывает. Она создаёт лучшие условия для стока воды, меньше забивается на начальном этапе. Но это если речь идёт о стандартных шламах. У нас был случай на объекте по обработке нефтесодержащих шламов, где привезли материал с высоким содержанием мелкодисперсных глинистых частиц. Ткань с классическим саржевым переплетением, которую все хвалили, встала колом за два цикла. Всё поры слепило.
Тогда начали экспериментировать с модификацией поверхности, почти что с пропитками. Не в химическом смысле, а с изменением структуры нити на микроуровне. Задача — создать такой профиль поверхности, чтобы мелкие частицы не застревали в первых микропорах, а увлекались потоком воды глубже, в объём материала. Это уже уровень капиллярных эффектов. Не всегда получается с первого раза, иногда переборщишь — и ткань теряет механическую прочность. Нужен баланс.
Именно в таких ситуациях понимаешь ценность поставщика, который не просто продаёт рулоны, а способен вникнуть в проблему. Мы, например, для сложных проектов часто взаимодействуем со специалистами ООО Дацин Цзинда Экологически безопасные технологии. Их профиль — это не только производство, но и комплексные решения по очистке, включая те самые нефтешламы. Поэтому их инженеры могут предложить нестандартный вариант фильтровальной ткани филта именно под конкретный состав шлама, потому что они сами разрабатывают технологии его обработки. Это другой уровень диалога. Подробнее об их подходах можно посмотреть на https://www.dqjingda.ru.
Материал нити: полипропилен — это не панацея
Да, полипропилен — король рынка для многих процессов. Химическая стойкость, доступная цена. Но он 'пластичный'. При длительных циклах под высоким давлением на фильтр-прессе может происходить ползучесть — ткань немного растягивается, меняется геометрия пор. Для круглосуточных линий это критично. Приходится либо закладывать более частую замену, либо смотреть в сторону модифицированных волокон, например, того же полипропилена, но с добавками, повышающими стойкость к ползучести.
Для агрессивных сред, конечно, смотрят на PPS или PVDF. Но здесь другая история — цена. И часто заказчик, услышав цифру, решает 'проэксплуатировать' полипропилен подольше, увеличивая расходы на частые остановки и замены. Это ложная экономия, которую приходится долго объяснять. Нужно считать не стоимость квадратного метра ткани, а стоимость одного цикла обезвоживания с учётом простоев.
Запомнился один проект по разделению нефти и воды, где из-за высоких температур и присутствия реагентов упёрлись в необходимость использования ткани на основе PPS. Стоимость закупа была высока, но удалось подобрать такую плотность и толщину, которая обеспечила вдвое больший ресурс по сравнению с изначально предложенным более дешёвым аналогом. Ресурс — ключевое слово. Ткань должна работать предсказуемое время, а не рваться внезапно.
Сопряжение с оборудованием: где рвётся чаще всего
Самое уязвимое место — не центр полотна, а края и зоны крепления. Если на рамном фильтр-прессе используются зажимные планки, важно, чтобы ткань была обработана по краю — прошита усиленной нитью или оплавлена. Иначе начинает 'лохматиться', нити вытягиваются, и весь край приходит в негодность, хотя центральная часть ещё жива. Это вопрос культуры производства самой ткани. Видел образцы, где кромка была сделана спустя рукава, — такой материал не проработает и половины заявленного срока.
Другой момент — совместимость с плитами. Гладкая поверхность плиты и рельефная ткань — это одно. А если плита имеет канавки определённого профиля? Тогда нужно учитывать, как ткань ляжет в эти канавки, не будет ли чрезмерного истирания в выступающих точках. Иногда помогает небольшой эксперимент: взять образец и смоделировать давление на небольшом стенде. Лучше потратить время на это, чем потом менять всю партию тканей на работающей линии.
Здесь опять же возвращаюсь к важности технической поддержки. Когда компания, как та же ООО Дацин Цзинда, занимается и разработкой экологического оборудования, и производством фильтровальных материалов, у них есть понимание этой взаимосвязи 'ткань-пресс'. Они могут заранее дать рекомендации по установке и натяжению для своей фильтровальной ткани филта, что сильно снижает риски на старте.
Оценка результатов и типичные ошибки эксплуатации
Главный критерий — влажность кека и прозрачность фильтрата. Но часто операторы, желая получить сухой кек, взвинчивают давление до максимума и держат его дольше. Для ткани это убийственно. Наступает момент, когда вся свободная вода уже удалена, а дальше идёт выдавливание связанной влаги, требующее огромных усилий. Ткань работает на пределе, ускоряется износ, а прибавка в сухости — доли процента. Нужно опытным путём находить оптимальную точку давления и времени цикла.
Ещё одна ошибка — неконтролируемая промывка. После цикла с липким осадком ткань надо промывать. Но если делать это слабым напором, грязь остаётся в глубине пор. Если слишком сильным — можно повредить полотно. Идеально — контролируемый обратный импульсный поток. Но не на всех установках это есть. Поэтому в спецификациях к материалу должны быть чёткие, а не абстрактные рекомендации по промывке.
Был у меня негативный опыт с одной партией ткани, которая показывала отличные результаты первые две недели, а потом резко теряла производительность. Оказалось, проблема была в неоднородности пропитки нити на стадии производства, которую не выявили входные испытания. Часть волокон со временем набухала, сужая поры. С тех пор всегда настаиваю на предоставлении протоколов испытаний на стабильность размеров и химическую стойкость от производителя.
Взгляд вперёд: что меняется в подходах
Сейчас тренд — не просто продать ткань, а предложить решение под задачу. Это означает глубокий анализ осадка, возможно, пилотные испытания на стенде завода-изготовителя. Компании, которые занимаются полным циклом, от реагентов до утилизации кека, как раз в выигрыше. Они видят процесс целиком и понимают, как свойства фильтровальной ткани филта влияют на последующие этапы.
Появляются гибридные материалы — комбинации разных волокон в одном полотне для придания зонных свойств. Например, более открытая структура в центре для быстрого стока и уплотнённая по краям для прочности. Или включение антистатических нитей для работы с определёнными типами пылей. Это уже не массовый продукт, а штучная работа, но спрос на неё растёт.
В итоге, выбор фильтровальной ткани — это всегда компромисс между прочностью, тонкостью очистки, химической стойкостью и ценой. Нет идеальной для всех случаев. Есть правильная для конкретных условий, подобранная с учётом всех нюансов процесса. И этот подбор — не пятиминутное дело по каталогу, а совместная работа технолога, инженера и поставщика, который готов в эту работу погрузиться. Как раз поэтому в серьёзных проектах по очистке сточных вод или переработке шламов мы ориентируемся на партнёров с комплексным подходом, способных закрыть все смежные вопросы.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Фильтрующий элемент из нержавеющей клиновидной проволоки
Фильтрующий элемент из нержавеющей клиновидной проволоки -
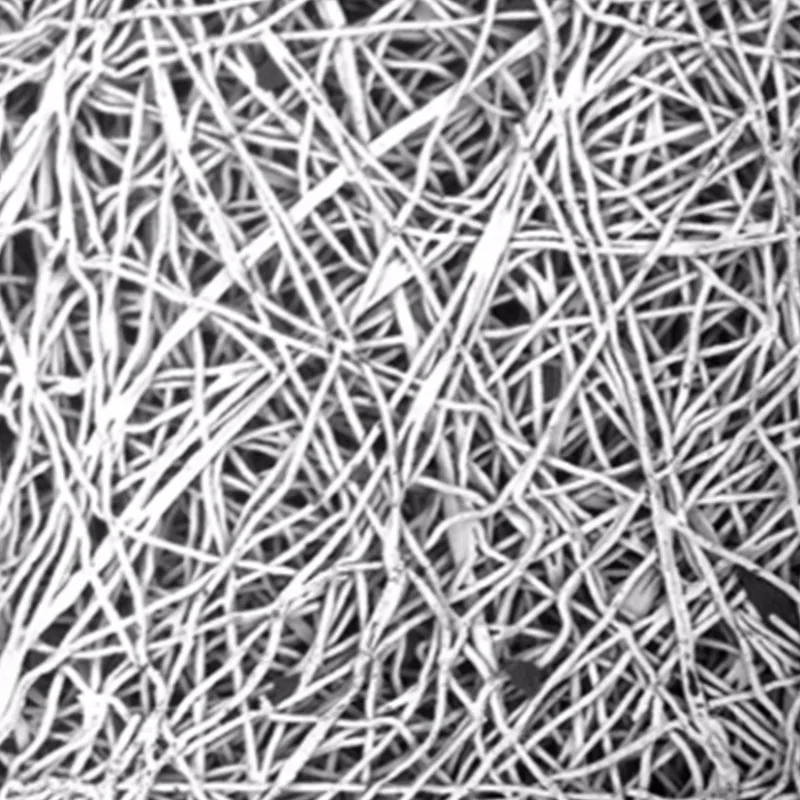 Металлический спечённый войлочный фильтровальный материал
Металлический спечённый войлочный фильтровальный материал -
 огнепреградитель
огнепреградитель -
 Металлический фильтр-мешок
Металлический фильтр-мешок -
 HEPA-фильтр
HEPA-фильтр -
 пылевой фильтр-картридж
пылевой фильтр-картридж -
 Фильтры трубопроводного типа T
Фильтры трубопроводного типа T -
 Керамический фильтрующий элемент с диатомитом
Керамический фильтрующий элемент с диатомитом -
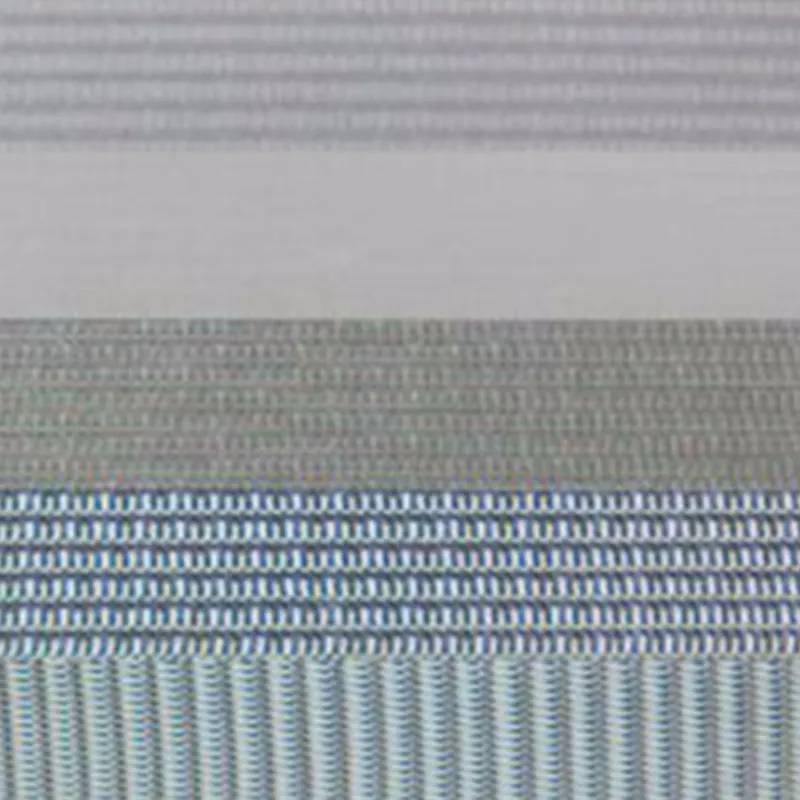 Фильтрующий элемент из многослойной спеченной сетки
Фильтрующий элемент из многослойной спеченной сетки -
 Первичный воздушный фильтр
Первичный воздушный фильтр -
 Фильтрующий элемент из металлического спеченного порошка
Фильтрующий элемент из металлического спеченного порошка -
 Фильтрующий элемент из металлического спечённого порошка
Фильтрующий элемент из металлического спечённого порошка
Связанный поиск
Связанный поиск- Огнепреградитель оп 200
- Фильтрующий материал классы очистки
- После замены мембраны обратного осмоса
- Hepa фильтр для пылесоса v12 bldc
- Фильтрующий материал для вытяжки
- Фильтрование фильтрующие материалы
- Огнепреградитель оп 50 аа
- Фильтр гидравлический 1 1 4
- Фильтрующий материал для воздуха
- Hepa фильтр для вентиляции