





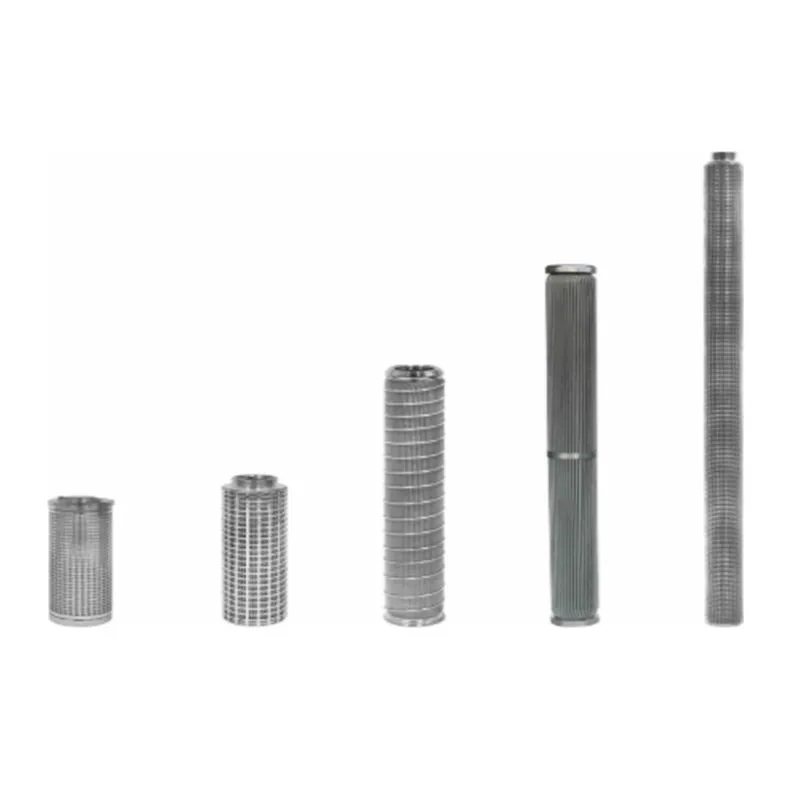
Фильтрующий элемент из нержавеющей клиновидной проволоки.
Когда слышишь про фильтрующий элемент из нержавеющей клиновидной проволоки, многие сразу представляют себе просто прочную сетку. Ну, знаете, ячейки, проволока, всё такое. Но на деле это целая инженерная история, где мелочей не бывает. Сам долгое время думал, что главное — это марка стали, скажем, 316L, и всё. Ан нет. Можно взять отличную проволоку, но если профиль клина рассчитан не под ту среду или способ очистки, вся работа насмарку. Особенно это касается обезвоживания осадка или фильтрации агрессивных суспензий — там каждый микрон зазора и угол наклона рабочей грани играют роль.
От чертежа до брака: где кроются подводные камни
Вот, к примеру, был у нас заказ на элементы для барабанно-вакуумного фильтра в цехе химической подготовки воды. Техзадание стандартное: нержавейка, стойкость к определённому pH, тонкость фильтрации. Сделали, как обычно, с ровным клиновидным профилем. А в эксплуатации — быстрое зарастание, падение производительности. Стали разбираться. Оказалось, в суспензии присутствовали волокнистые включения, которые не срезались при обратной промывке, а зацеплялись за острые кромки. Пришлось пересматривать именно геометрию: сделали профиль с плавным, скруглённым переходом на нерабочей стороне. Зазор тот же, но характер зацепления изменился кардинально. Это тот случай, когда теория фильтрации расходится с практикой состава шлама.
Или другой аспект — сварка. Казалось бы, автоматическая аргонодуговая сварка (TIG) даёт идеальный шов. Но если перегреть зону, особенно на тонкой проволоке (допустим, 1.2-1.5 мм), происходит обезуглероживание и выгорание легирующих элементов по краям. Элемент выглядит целым, проходит опрессовку, но в условиях циклических нагрузок и вибрации именно эти точки становятся очагами коррозионного растрескивания. Видел такие отказы на фильтрах для морской воды. Теперь всегда настаиваю на контроле режимов сварки не по красоте шва, а по термообработанной зоне.
Часто упускают из виду и вопрос крепления элемента к опорной конструкции. Жёсткое крепление ?намертво? при большой площади поверхности — это билет в сторону деформации от термических расширений или гидроударов. Нужны компенсационные зазоры, плавающие крепления. Один наш клиент из горно-обогатительного комбината долго мучился с разрывами по периметру рамы, пока не перешли на схему с талрепами, позволяющими элементу ?дышать?. Это не конструктивная прихоть, а необходимость.
Контекст применения: почему ?просто нержавейка? не работает
Марка стали — это святое, но её выбор часто делают по шаблону. Для большинства сред с нейтральным pH и умеренной хлоридностью идёт AISI 304. Но стоит появиться даже следовым количествам ионов хлора в сочетании с высокой температурой (скажем, в технологических водах ТЭЦ или в некоторых гальванических процессах), как 304-я начинает показывать точечную коррозию. Переходим на 316L с молибденом. Но и это не панацея. В средах с высоким содержанием сульфидов (нефтешламы, например) молибден может давать обратный эффект. Тут уже нужно смотреть в сторону дуплексных сталей типа 2205, но их стоимость и сложность обработки (тот же профиль клина прокатать) сразу бьют по бюджету проекта.
Работая с компанией ООО Дацин Цзинда Экологически безопасные технологии (их сайт — https://www.dqjingda.ru), которая занимается комплексными решениями, от изготовления фильтровальных материалов до обработки нефтесодержащих шламов, сталкиваешься именно с таким спектром задач. Им нельзя просто продать стандартный фильтрующий элемент. Нужно понимать, будет ли он стоять в барабанном фильтре на этапе обезвоживания осадка после флотации, или в статическом патроне для финишной очистки технологической воды. От этого зависит и выбор проволоки, и конструкция каркаса, и даже способ упаковки для отгрузки — чтобы не погнуть кромки при транспортировке.
Ещё один практический момент — стойкость к абразивному износу. Клиновидная проволока кажется монолитной, но при постоянном прохождении частиц песка или шлама с острыми гранями происходит постепенное ?притупление? рабочей кромки. Зазор формально остаётся тем же, но гидравлическое сопротивление растёт. В таких случаях иногда логичнее ставить элемент с чуть бо?льшим номинальным зазором, но из более твёрдой марки стали, или рассматривать варианты с поверхностным упрочнением. Это не всегда прописано в каталогах, но на переговорах с технологами такие нюансы приходится обсуждать.
Монтаж и обслуживание: то, о чём молчат каталоги
Идеальный элемент, испорченный при монтаже — это классика. Частая ошибка — использование для затяжки крепёжных элементов обычного стального инструмента, который оставляет на поверхности нержавейки частички углеродистой стали. Впоследствии это становится точкой для возникновения гальванической пары и коррозии. У себя в практике теперь всегда рекомендую клиентам использовать инструмент с покрытием или, на худой конец, алюминиевые или медные прокладки под ключ.
Очистка. Обратная промывка — не волшебная палочка. Для сложных органических или полимерных отложений нужна химическая промывка на месте (CIP). И вот тут важно знать, совместим ли материал проволоки и, что критично, материал пайки или сварки швов с моющим реагентом. Был прецедент, когда щелочная промывка ?съела? припой на одном из соединений, и элемент развалился на секции. Теперь в паспорте изделия, особенно для фильтрующих элементов из нержавеющей клиновидной проволоки сложной формы, обязательно указываем допустимые диапазоны pH для химической очистки.
И, конечно, визуальный контроль. Казалось бы, что тут сложного? Но научиться отличать нормальный равномерный слой осадка от начала кристаллизации солей в порах или от развития биоплёнки — это навык. Последняя, например, даёт не равномерное зацветание, а слизистые пятнистые отложения, которые резко повышают перепад давления. Для таких случаев иногда имеет смысл закладывать в конструкцию элемента возможность установки датчиков дифференциального давления на самом элементе, а не только на корпусе фильтра.
Экономика против надёжности: поиск баланса
Цена квадратного метра фильтрующей поверхности из клиновидной проволоки — всегда предмет спора с закупщиками. Они видят цифру и начинают искать дешевле. Но дешевле — это часто не только другая сталь, но и другой контроль качества на этапе волочения проволоки. Неоднородность диаметра, микротрещины на поверхности — всё это вылезает через полгода-год работы. Объясняешь, что стоимость элемента — это 10-15% от стоимости простоев, связанных с его заменой и остановкой линии. Особенно это касается таких направлений, как очистка бытовых сточных вод или разделение нефти и воды, где процессы часто непрерывные. На сайте ООО Дацин Цзинда как раз подчёркивается комплексный подход, объединяющий разработку оборудования и реагентов, что, по моему опыту, и есть правильный путь. Потому что можно поставить суперэлемент, но если реагент для подготовки шлама подобран неправильно, он забьётся за неделю.
Иногда баланс ищется в гибридных решениях. Например, несущий каркас — из более толстой и прочной проволоки (допустим, 304), а сама фильтрующая поверхность из более стойкой, но дорогой (316L), соединённая лазерной сваркой. Или использование элементов со ступенчатой градацией зазора по ходу движения потока. Это удорожает изготовление, но значительно продлевает кампанию фильтра между регенерациями. Для проектов, где важна общая стоимость владения (TCO), такие варианты проходят.
В конце концов, выбор и эксплуатация фильтрующего элемента из нержавеющей клиновидной проволоки — это не про каталог и галочку. Это про анализ конкретной среды, понимание технологии, в которую он встраивается, и честный разговор о возможностях и ограничениях. Это про то, чтобы после запуска системы не приходилось краснеть и срочно искать, ?как бы это починить?. Как показывает практика сотрудничества со специализированными производителями, вроде упомянутой компании, именно такой детальный, нешаблонный подход и позволяет получить не просто сетку в раме, а работоспособный, долговечный узел технологической цепи.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Конкурентоспособная цена фильтра природного газа
Конкурентоспособная цена фильтра природного газа -
 Фильтрующий картридж с высоким расходом
Фильтрующий картридж с высоким расходом -
 Термопластичные микропористые гофрированные мембранные фильтрующие картриджи
Термопластичные микропористые гофрированные мембранные фильтрующие картриджи -
 Воздушные фильтры для компрессоров
Воздушные фильтры для компрессоров -
 Корзинный фильтр
Корзинный фильтр -
 Фильтры трубопроводного типа Y
Фильтры трубопроводного типа Y -
 огнепреградитель
огнепреградитель -
 Многослойный спечённый сетчатый материал
Многослойный спечённый сетчатый материал -
 пылевой фильтр-картридж
пылевой фильтр-картридж -
 Фильтрующий элемент из нержавеющей клиновидной проволоки
Фильтрующий элемент из нержавеющей клиновидной проволоки -
 масляной фильтр
масляной фильтр -
 Фильтрующий элемент из металлического спечённого порошка
Фильтрующий элемент из металлического спечённого порошка
Связанный поиск
Связанный поиск- Мембраны обратного осмоса сравнение
- Фильтр гидравлический мксм
- Фильтр гидравлический гс 14.02
- Мембрана обратного осмоса низкого давления
- Газовый фильтрующий картридж для фильтров-сепараторов
- Фильтрующий материал g3 200
- Фильтрующие материалы сорбенты
- Огнепреградитель условное обозначение
- Мембрана обратного осмоса барьер профи
- Фильтр масляный 5 8