





Фильтрующий элемент со складчатой структурой из нержавеющей стали.
Когда слышишь про фильтрующий элемент со складчатой структурой из нержавеющей стали, многие сразу представляют себе просто гофрированный лист металла, засунутый в корпус. На деле же, это целая инженерная система, где каждая складка, каждый угол, да и сам сорт стали — это не просто выбор из каталога, а решение, которое потом аукнется на промплощадке либо годами безотказной работы, либо постоянными внеплановыми остановками. Слишком часто сталкивался с тем, что заказчик, пытаясь сэкономить, берет ?аналогичный? элемент, а потом месяцами разгребает последствия — от падения давления до полного выхода из строя линии. Вот об этих нюансах, которые в спецификациях не пишут, а познаются на практике, и хочу порассуждать.
Из чего на самом деле складывается ?складка?
Возьмем, казалось бы, базовое — высоту и шаг складки. Если делать слишком частые и глубокие складки для увеличения площади фильтрации, можно получить обратный эффект. В вязких средах, с тем же мазутом или концентрированными суспензиями, частицы быстро забивают ?карманы?, и перепад давления растет как на дрожжах. Приходилось видеть элементы, которые требовали замены не раз в год, как планировалось, а раз в квартал. Оказалось, проблема была в оптимизации под воду, а заливали в систему более плотную жидкость. Проектировщики не учли.
А вот с абразивными средами другая история. Тут как раз нужна особая геометрия, которая минимизирует прямую ударную нагрузку на кромки складок. Иначе острые частицы просто прорезают тонкие места. Помню кейс на обогатительной фабрике, где стандартные элементы выходили из строя за пару месяцев. Решение нашли в сотрудничестве с инженерами из ООО Дацин Цзинда Экологически безопасные технологии (их сайт — https://www.dqjingda.ru). Они как раз специализируются не только на производстве, но и на глубокой технологической проработке под конкретную задачу. Предложили изменить угол складки и использовать сталь с более высоким пределом текучести. Ресурс вырос в разы.
Именно поэтому для меня ключевое в словосочетании фильтрующий элемент со складчатой структурой — это не ?складчатый?, а ?структура?. Это расчетная величина, а не просто форма.
Нержавеющая сталь — это не одна сталь
Марка AISI 304 — это классика, но далеко не панацея. В химически агрессивных средах, особенно с хлоридами, она может начать корродировать по границам зерен, особенно в зонах сварки каркаса. Была ситуация с фильтрацией технологического раствора на химическом производстве. Элементы из 304-й стали начали ?сыпаться? через полгода. Анализ показал коррозионное растрескивание.
Перешли на AISI 316L с более высоким содержанием молибдена. Проблема ушла. Но и тут есть подводные камни. 316L мягче. Если в среде есть твердые включения, а давление пульсирующее, может возникнуть деформация — ?усталость? металла. Иногда более оправдана дуплексная сталь, но она и дороже, и сложнее в обработке. Выбор — это всегда компромисс между стойкостью к среде, механической прочностью и бюджетом. Компании вроде ООО Дацин Цзинда, которые занимаются комплексными экологическими решениями, включая обработку шламов и разделение нефти и воды, обычно хорошо чувствуют эти грани. Они понимают, что фильтр — это звено в цепочке, и его неполадка парализует всю линию очистки.
Важный момент, который часто упускают — качество поверхности. Шероховатая поверхность после штамповки или сварки — это место для начала коррозии и точка зацепления для загрязнений. Элементы с полированной поверхностью, пусть и дороже, но в долгосрочной перспективе для ответственных применений оказываются выгоднее. Их просто легче и эффективнее регенерировать обратной промывкой.
Сварка и каркас: где рождаются слабые места
Внешний каркас и внутренний сердечник — это скелет элемента. Если он слабый, вся эта складчатая структура под давлением может сложиться, как карточный домик. Видел последствия такого ?схлопывания? на входе в насос высокого давления — ремонт обошелся в круглую сумму.
Основная проблема часто в сварных швах. Автоматическая аргонодуговая сварка (TIG) — это must have для качественных изделий. Ручная сварка дает неравномерный прогрев, что ведет к локальным напряжениям в металле. Эти места становятся очагами будущих трещин, особенно при вибрациях. Причем трещина может пойти не по шву, а по околошовной зоне основного металла.
Еще один практический момент — крепление торцевых крышек. Резьбовые соединения кажутся надежными, но в условиях вибрации они могут раскручиваться. Более надежным решением часто является пайка твердым припоем или та же сварка. Но тут нужно точно знать среду: некоторые припои могут быть не стойки к определенным реагентам. Тут без детального техзадания от заказчика и опыта производителя не обойтись.
Регенерация и ресурс: мифы и реальность
Один из главных мифов — что нержавеющий складчатый элемент можно регенерировать бесконечно. Увы, это не так. Каждая обратная промывка, особенно с химическими реагентами, немного меняет структуру поверхности металла. Накапливаются микротрещины, происходит эрозия. Есть эмпирическое правило: после 5-10 циклов серьезной химической регенерации элемент теряет гарантированную эффективность улавливания частиц определенного размера. Он может ?работать?, но уже не так, как новый.
Поэтому так важен мониторинг перепада давления и регулярный анализ фильтрата. Нельзя просто полагаться на график замены раз в год. В один месяц может попасть сильно загрязненное сырье, и элемент выработает ресурс за неделю. На одном из объектов по очистке сточных вод внедрили простую систему с датчиками дифференциального давления и ведением лога. Это позволило перейти от планово-предупредительных замен к заменам по фактическому состоянию, что сэкономило немало средств.
Интересный опыт связан с ультразвуковой очисткой. Казалось бы, идеальный метод для стали. Но для складчатых элементов он может быть вреден. Ультразвук вызывает кавитацию в микротрещинах, фактически ?раздирая? их. Для тонкостенных складок это может быть критично. Чаще всего безопаснее оказывается мягкая химическая промывка в ванне с последующей тщательной продувкой сжатым воздухом.
Интеграция в систему: о чем молчат продавцы
Даже идеальный элемент может плохо работать в неправильно спроектированном корпусе (патроне). Неравномерное распределение потока на входе приводит к тому, что одна часть элемента забивается мгновенно, а другая почти не работает. Это резко снижает общую грязеемкость. Стандартная ошибка — когда входной патрубок направлен прямо на боковую поверхность элемента. Нужны рассекатели или тангенциальный подвод.
Температурное расширение — еще один ?тихий убийца?. Если элемент из нержавейки плотно посажен в корпус из углеродистой стали, а система работает в режиме ?нагрев-остывание?, могут возникнуть такие напряжения, что элемент просто заклинит в корпусе. При замене его вырвут с кусками металла. Нужен правильный расчет зазоров или использование компенсаторов.
Именно в таких тонкостях и проявляется ценность поставщика, который мыслит системно. Вот, например, ООО Дацин Цзинда Экологически безопасные технологии позиционирует себя именно как компания, объединяющая разработку технологий, оборудования и реагентов. Для них фильтрующий элемент — не просто товар на полке, а часть технологической цепочки. При обращении к ним с проблемой на существующей установке они часто запрашивают данные по гидродинамике и химическому составу среды, чтобы предложить не просто замену, а модернизацию узла. Это подход, который экономит время и деньги в будущем, хотя на первом этапе может потребовать более глубокого погружения.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Фильтрующий элемент со складчатой структурой из нержавеющей стали — это далеко не примитивная деталь. Это результат множества расчетов и компромиссов. Его выбор — это не про сравнение цен в каталоге, а про анализ реальных условий работы, понимание химии процесса и механики системы. Экономия на 20% при покупке часто оборачивается двукратными потерями на простое и ремонтах.
Самый ценный совет, который могу дать исходя из своего опыта: не стесняться требовать от поставщика техническое обоснование выбора именно этой геометрии, именно этой марки стали, именно этого типа сварки. Хороший производитель, такой как те, кто занимается полным циклом от разработки до утилизации шламов, сможет его предоставить. Плохой — начнет говорить общими фразами.
Работать должно не только то, что стоит на оборудовании, но и то, что знаешь у себя в голове. Понимание, почему этот элемент именно такой, дает уверенность в его работе и помогает предвидеть проблемы до их возникновения. А это, в конечном счете, и есть настоящая профессиональная ответственность.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
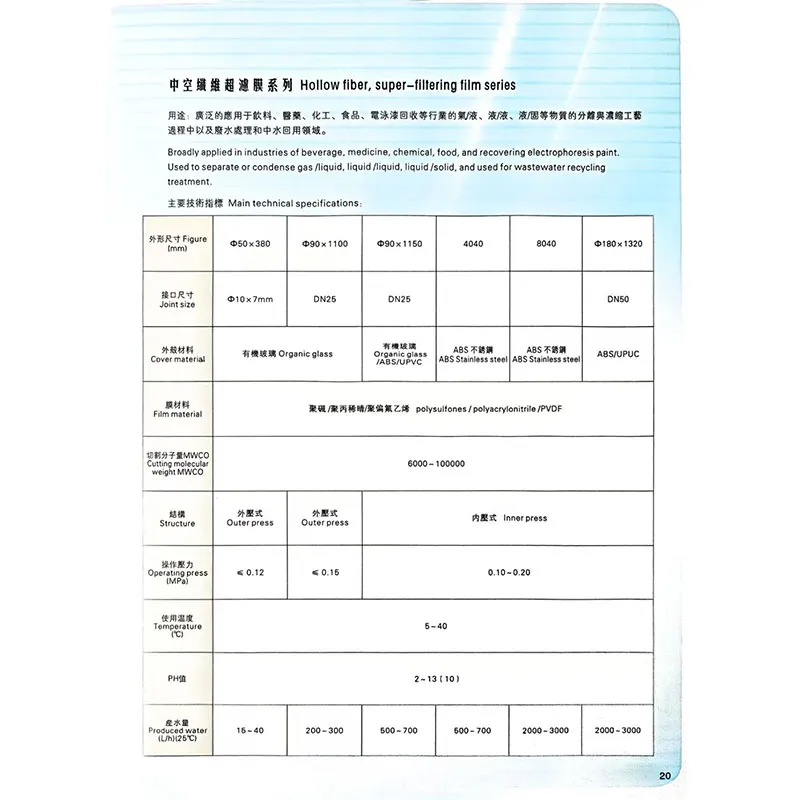
 Половолоконная фильтрующая мембрана к фильтру
Половолоконная фильтрующая мембрана к фильтру -
 Многослойный спечённый сетчатый материал
Многослойный спечённый сетчатый материал -
 Первичный воздушный фильтр
Первичный воздушный фильтр -
 Фильтрующий картридж с высоким расходом
Фильтрующий картридж с высоким расходом -
 фильтры мешки
фильтры мешки -
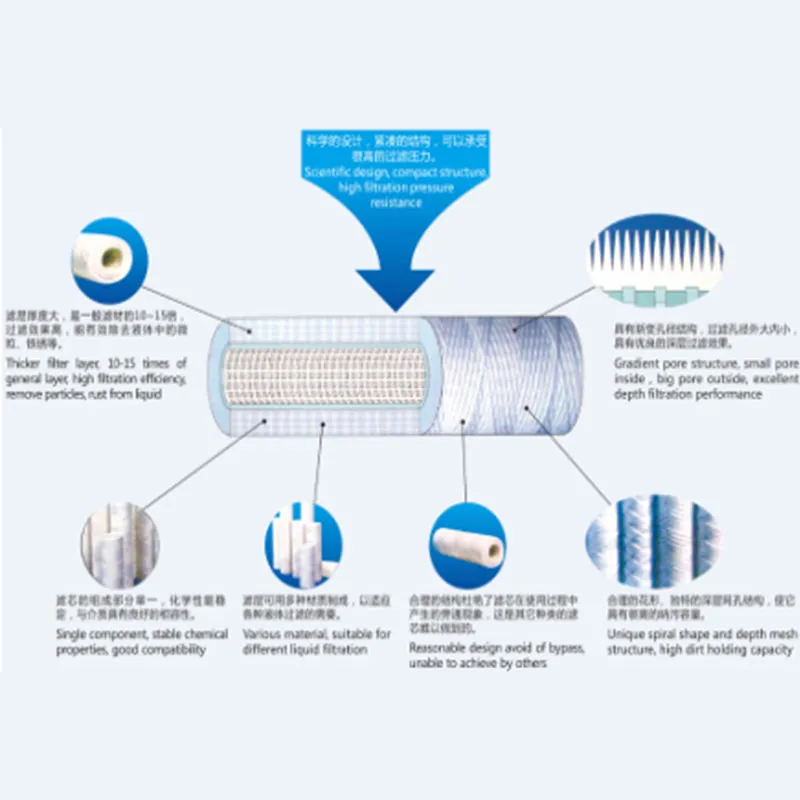 Нитевой намоточный фильтрующий элемент
Нитевой намоточный фильтрующий элемент -
 Коалесцирующий разделительный фильтр
Коалесцирующий разделительный фильтр -
 огнепреградитель
огнепреградитель -
 фильтр гидравлический
фильтр гидравлический -
 Фильтрующий элемент из микропористой керамики
Фильтрующий элемент из микропористой керамики -
 Керамический фильтрующий элемент с диатомитом
Керамический фильтрующий элемент с диатомитом -
 Фильтры трубопроводного типа Y
Фильтры трубопроводного типа Y
Связанный поиск
Связанный поиск- Фильтр гидравлический 16y 75 23200
- Фильтр ячейковый карманный с фильтрующим материалом
- Элемент воздушного фильтра для компрессора
- Фильтр гидравлический 207 60 71183
- Фильтр гидравлический элемент рулевой системы sd16
- Фильтрующий материал фвр 150
- Фильтр сливной гидравлический в бак
- Мембрана обратного осмоса ro 2012 100
- Огнепреградитель оп 150 чн у1
- Фильтровальная ткань pp 1 мкм