





Фильтр очистки гидравлического масла
Когда слышишь ?фильтр очистки гидравлического масла?, многие сразу представляют себе ту самую гильзу, которую выкручиваешь на сервисе. Но если вникнуть, это целая система, от которой зависит, проработает ли насос полный ресурс или выйдет из строя через полгода. Основная ошибка — считать, что главное — тонкость отсева. А на деле, куда важнее, как фильтр ведет себя под реальным давлением, при перепадах температур и неидеальном, что уж греха таить, масле.
Что на самом деле задерживает фильтр, кроме грязи?
В теории все просто: фильтр должен улавливать частицы износа, абразив, ну и, возможно, какой-то случайный мусор. Но в гидравлике экскаватора или пресса масло — это еще и носитель энергии. Оно нагревается, в нем конденсируется вода, особенно в системах с частыми остановками. И вот тут стандартный целлюлозный элемент может просто размокнуть и порваться. Видел такое не раз. Поэтому для серьезных систем мы всегда смотрим на синтетические материалы, например, на те, что использует ООО Дацин Цзинда Экологически безопасные технологии в своих решениях. У них в линейке есть ткани, которые устойчивы к гидролизу — это критически важно для влажного климата.
Еще один неочевидный момент — удержание мелкой фракции при пусковых нагрузках. Когда система холодная, масло густое, и весь осадок с стенок труб стремится в фильтр. Если у него низкая грязеемкость, он моментально забивается, срабатывает перепускной клапан, и вся эта взвесь идет прямиком в золотники. Получается, фильтр формально стоит, но не работает. Нужно выбирать конструкции с большей площадью, даже если они дороже. Экономия на площади фильтрации — это прямая дорога к ремонту гидроцилиндра.
Часто спрашивают про магнитные уловители. Да, они хороши для ферромагнитной стружки от шестеренок. Но основная беда — латунная или бронзовая пыль от втулок, а также продукты окисления масла — магнитом их не соберешь. Тут только качественная барьерная фильтрация. Иногда имеет смысл ставить комбинированный вариант: магнитный сепаратор плюс фильтр тонкой очистки.
Истории из практики: когда теория расходится с реальностью
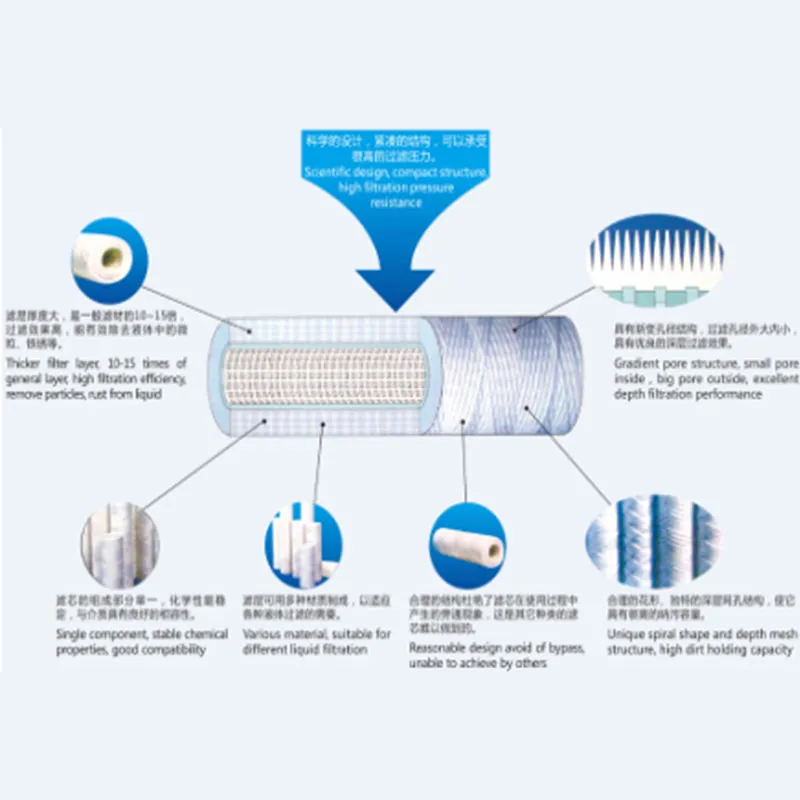
Был у нас случай на лесозаготовительном комбайне. Ставили фильтры с высокой тонкостью очистки, по паспорту все идеально. А через 200 моточасов начались проблемы с плавностью хода манипулятора. Вскрыли — в масле мельчайший абразив, похожий на пыль. Оказалось, фильтр отлично задерживал частицы размером, скажем, от 10 микрон, но пропускал более мелкие, 3-5 микрон. А они, как наждак, изнашивали уплотнения сервоклапанов. Пришлось переходить на многослойные фильтровальные материалы, где есть и грубая, и тонкая ступень в одном элементе. Это как раз та область, где специализация компании ООО Дацин Цзинда на производстве различных фильтровальных материалов дает преимущество — они могут комбинировать слои под конкретную задачу.
Другая история — с системой горячего прессования. Там температурные циклы от 40 до 90 градусов. Обычный фильтр работал, но ресурс был в два раза ниже заявленного. При анализе выяснилось, что клей, соединяющий торец фильтровальной гармошки с крышками, размягчался. Масло начинало подтекать по торцу, минуя фильтрующий слой. Решение нашли, обратив внимание на технологии, применяемые в очистке нефтесодержащих шламов — там тоже нужна стойкость к агрессивным средам и температурам. Некоторые их наработки, кстати, есть в описании на сайте https://www.dqjingda.ru. Адаптировали подход, искали элемент с термостойким соединением. Это спасло ситуацию.
А вот пример неудачи, который многому научил. Попытались сэкономить и поставить на важный узел фильтр-дублер с ручным переключением. Логика была: когда основной забьется, переключим на резервный, не останавливая линию. Но на практике операторы забывали его переключать вовремя, да и манометры дифференциального давления стояли не на самом видном месте. В итоге основной фильтр работал ?в разнос?, пока не порвался. Урок: автоматика и визуальный контроль состояния — не роскошь, а необходимость. Лучше ставить индикатор загрязнения или, в идеале, систему с автоматической обратной промывкой, если речь о больших объемах масла.
Выбор фильтра: на что смотреть после каталога
Паспортные данные — это хорошо: тонкость отсева, грязеемкость, рабочее давление. Но перед заказом я всегда задаю несколько ?неудобных? вопросов поставщику. Первый: каков запас прочности по давлению импульса? В гидросистеме бывают гидроудары, и если фильтр рассчитан на 400 бар рабочего, а импульсное — 450, этого может не хватить. Нужен запас. Второй вопрос: из чего именно сделана фильтровальная среда и как она крепится? Металлические сетки, пропилен, стекловолокно — у всех разное поведение при длительном контакте с конкретными присадками в масле.
Третий, и очень важный момент — совместимость с типом масла. Синтетика, минералка, биоразлагаемые жидкости — они по-разному влияют на материалы. Например, некоторые эластомеры в уплотнениях корпуса могут набухать от синтетики. Лучше всего запросить у производителя фильтра, например, у Дацин Цзинда, протоколы испытаний на совместимость. У серьезных игроков, которые занимаются и разработкой химреагентов, такие данные обычно есть.
И последнее — логистика замены. Самый лучший фильтр бесполезен, если его нельзя оперативно получить и поменять. Поэтому мы всегда оцениваем не только сам продукт, но и доступность на складе, наличие аналогов по посадочным размерам. Иногда имеет смысл немного переделать корпус, чтобы под более распространенный и надежный стандарт фильтрующих элементов.
Связь с общей системой: фильтр — не остров
Фильтр очистки — это лишь один элемент в цепи. Его эффективность напрямую зависит от состояния бака, дыхательных клапанов, охладителей. Если в бак попадает пыль через неплотный сапун, фильтр будет бороться с последствиями, а не с причиной. Видел системы, где на всасывающую магистраль поставили фильтр слишком высокой тонкости, создали разрежение, и насос начал кавитировать. Шум, износ, падение производительности. Пришлось ставить предварительный грубый сетчатый фильтр прямо в баке.
Еще один аспект — утилизация. Отработанные фильтрующие элементы — это опасные отходы, пропитанные маслом. Их нельзя просто выбросить. Тут комплексный подход компании, которая занимается и производством фильтров, и обработкой нефтесодержащих шламов, очень кстати. По сути, они замыкают цикл: поставил их фильтр — можешь вернуть им же на утилизацию. Это не только экологично, но и снимает головную боль с клиента по оформлению документов на отходы. Информацию об таких услугах можно найти на их сайте https://www.dqjingda.ru в разделе про обработку шламов.
Поэтому сейчас при проектировании или модернизации гидросистемы мы сразу рассматриваем вопрос фильтрации как комплексную задачу: от точки входа возможного загрязнения до точки утилизации отработанных материалов. И подбираем компоненты, исходя из этого, а не только по цене за штуку.
Взгляд вперед: тенденции и личные выводы
Сейчас все больше говорят о системах постоянного мониторинга чистоты масла — онлайн-датчики, которые отслеживают не только перепад давления на фильтре, но и количество и размер частиц в реальном времени. Это, безусловно, будущее. Позволяет менять элемент не по графику, а по фактическому состоянию, и что важнее — вовремя заметить аномальный износ какого-то узла по всплеску металлической пыли в масле.
Еще одна тенденция — рост спроса на решения для продления жизни масла. Не просто отфильтровать грязь, но и удалить воду, газы, нейтрализовать кислоты. Это уже системы тонкой очистки и регенерации. Думаю, компании, которые, как ООО Дацин Цзинда Экологически безопасные технологии, работают на стыке фильтрации, химических реагентов и экологического оборудования, здесь будут в выигрышном положении. Они могут предложить не просто ?железо?, а технологический процесс поддержания чистоты гидравлической жидкости.
Если резюмировать мой опыт, то ключевая мысль такая: фильтр гидравлического масла — это не расходник в полном смысле слова. Это диагностический элемент и страховочное устройство для всей системы. Экономить на нем — значит, сознательно повышать риски дорогостоящих простоев. Выбирать нужно, глубоко понимая условия его работы, а не только по цифрам в каталоге. И всегда смотреть на поставщика шире: может ли он помочь с анализом проблемы, подобрать материал под специфику среды, предложить решение по утилизации. Вот тогда фильтрация становится не статьей затрат, а инструментом для надежности.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 масляной фильтр
масляной фильтр -
 Нитевой намоточный фильтрующий элемент
Нитевой намоточный фильтрующий элемент -
 Фильтрующий элемент из многослойной спеченной сетки
Фильтрующий элемент из многослойной спеченной сетки -
 Фильтрующий элемент из нержавеющей клиновидной проволоки
Фильтрующий элемент из нержавеющей клиновидной проволоки -
 Фильтровальная ткань
Фильтровальная ткань -
 Фильтрующий элемент для сухого газового уплотнения
Фильтрующий элемент для сухого газового уплотнения -
 Металлический спечённый войлочный фильтровальный материал
Металлический спечённый войлочный фильтровальный материал -
 Мембрана обратного осмоса
Мембрана обратного осмоса -
 огнепреградитель
огнепреградитель -
 Коалесцирующий разделительный фильтр
Коалесцирующий разделительный фильтр -
 Термопластичные микропористые гофрированные мембранные фильтрующие картриджи
Термопластичные микропористые гофрированные мембранные фильтрующие картриджи -
 Газовый фильтрующий картридж для фильтров-сепараторов
Газовый фильтрующий картридж для фильтров-сепараторов
Связанный поиск
Связанный поиск- Фильтр гидравлический cf3202a10na
- Мембрана обратного осмоса 1812 50
- Фильтровальная ткань пп
- Типы огнепреградителей
- Фильтрующий материал для воздушных фильтров
- Мембрана обратного осмоса 2012
- Фильтр гидравлический элемент рулевой системы sd16
- Фильтр гидравлический 1221
- Фильтр гидравлический мксм 800
- Фильтр гидравлический hf6554